HEIDENHAIN iTNC 530 (340 49x-02) Instrukcja Obsługi
Strona 512
512
9 Programowanie: funkcje specjalne
9.8 Okr
e
ślić zachowanie przy pozycjonowaniu funkcji PLANE
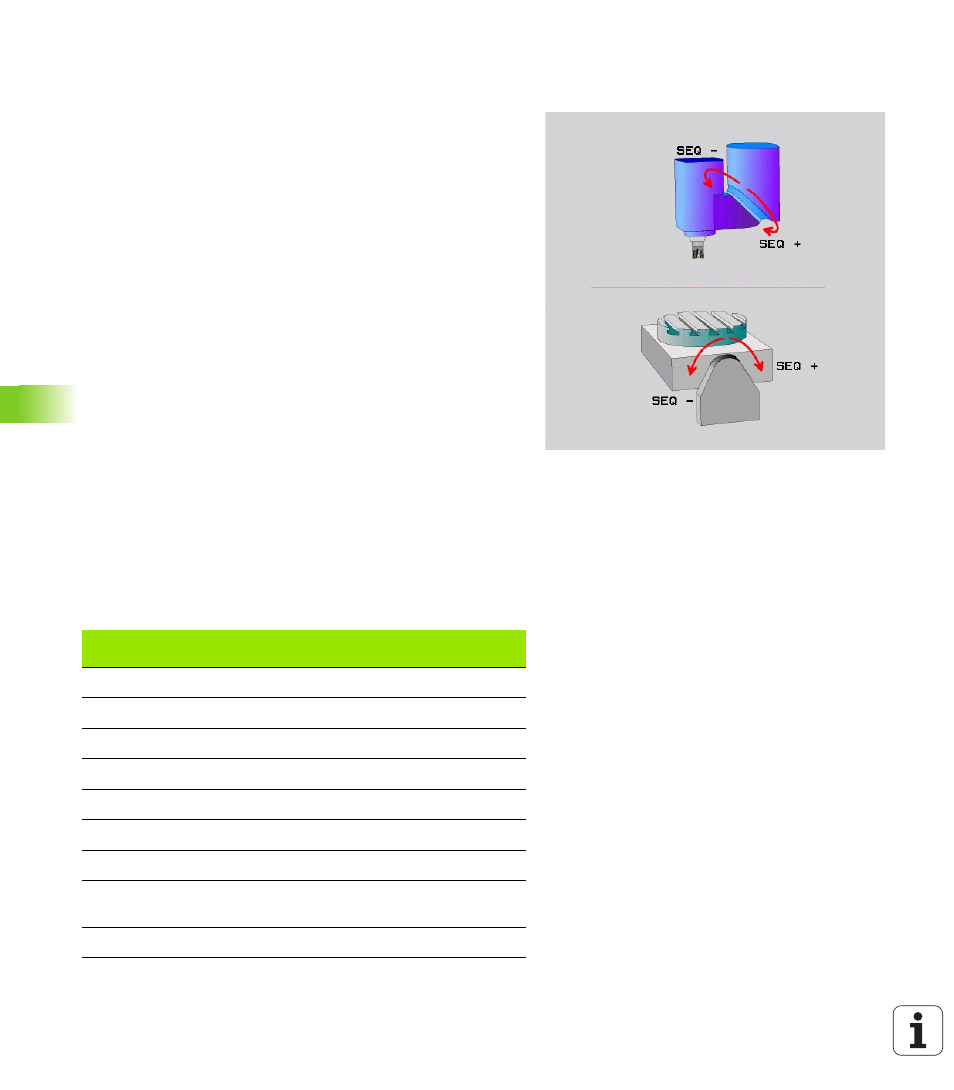
Wybór alternatywnych możliwości nachylenia
SEQ +/–(zapis opcjonalnie)
Na podstawie zdefiniowanego przez operatora położenia
płaszczyzny obróbki TNC musi obliczyć odpowiednie położenie
znajduj cych si na maszynie osi obrotu. Z reguły pojawiaj si
zawsze dwie możliwości rozwi zania.
Poprzez przeł cznik SEQ nastawiamy, któr możliwość rozwi zania
TNC zastosować
SEQ+ tak pozycjonuje oś nadrz dn , iż przyjmuje ona k t dodatni.
Oś nadrz dna to 2. oś obrotu patrz c od stołu i 1. oś obrotu
patrz c od narz dzia ( w zależności od konfiguracji maszyny, patrz
także rysunek po prawej u góry)
SEQ tak pozycjonuje oś nadrz dn , iż przyjmuje ona k t ujemny.
Jeżeli wybrane poprzez SEQ rozwi zanie nie leży w obr bie długości
przemieszczenia maszyny, to TNC wydaje komunikat o bł dach k t
nie dozwolony
Jeśli SEQ nie definiujemy, to TNC ustala rozwi zanie w nast puj cy
sposób:
1
TNC sprawdza najpierw, czy obydwie możliwości rozwi zania
leż w na odcinku przemieszczenia osi obrotu
2
Jeśli to ma miejsce, to TNC wybiera to rozwi zanie, które
osi galne jest po najkrótszym odcinku
3
Jeżeli tylko jedno rozwi zanie leży na odcinku przemieszczenia,
to TNC wybiera to rozwi zanie
4
Jeżeli żadno rozwi zanie nie leży na odcinku przemieszczenia, to
TNC wydaje komunikat o bł dach K t nie dozwolony
Przykład dla maszyny ze stołem obrotowym C i stołem nachylnym A.
Zaprogramowana funkcja
PLANE SPATIAL SPA+0 SPB+45 SPC+0
Wył cznik
końcowy
Pozycja
startu
SEQ
Wynik
ustawienia osi
Brak
A+0, C+0
nie zaprog.
A+45, C+90
Brak
A+0, C+0
+
A+45, C+90
Brak
A+0, C+0
–
A–45, C–90
Brak
A+0, C–105
nie zaprog.
A–45, C–90
Brak
A+0, C–105
+
A+45, C+90
Brak
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
nie zaprog.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Komunikat o
bł dach
Brak
A+0, C–135
+
A+45, C+90