3 kor e kcja narzdzia – HEIDENHAIN iTNC 530 (340 49x-02) Instrukcja Obsługi
Strona 183
HEIDENHAIN iTNC 530
183
5.3 Kor
e
kcja narzdzia
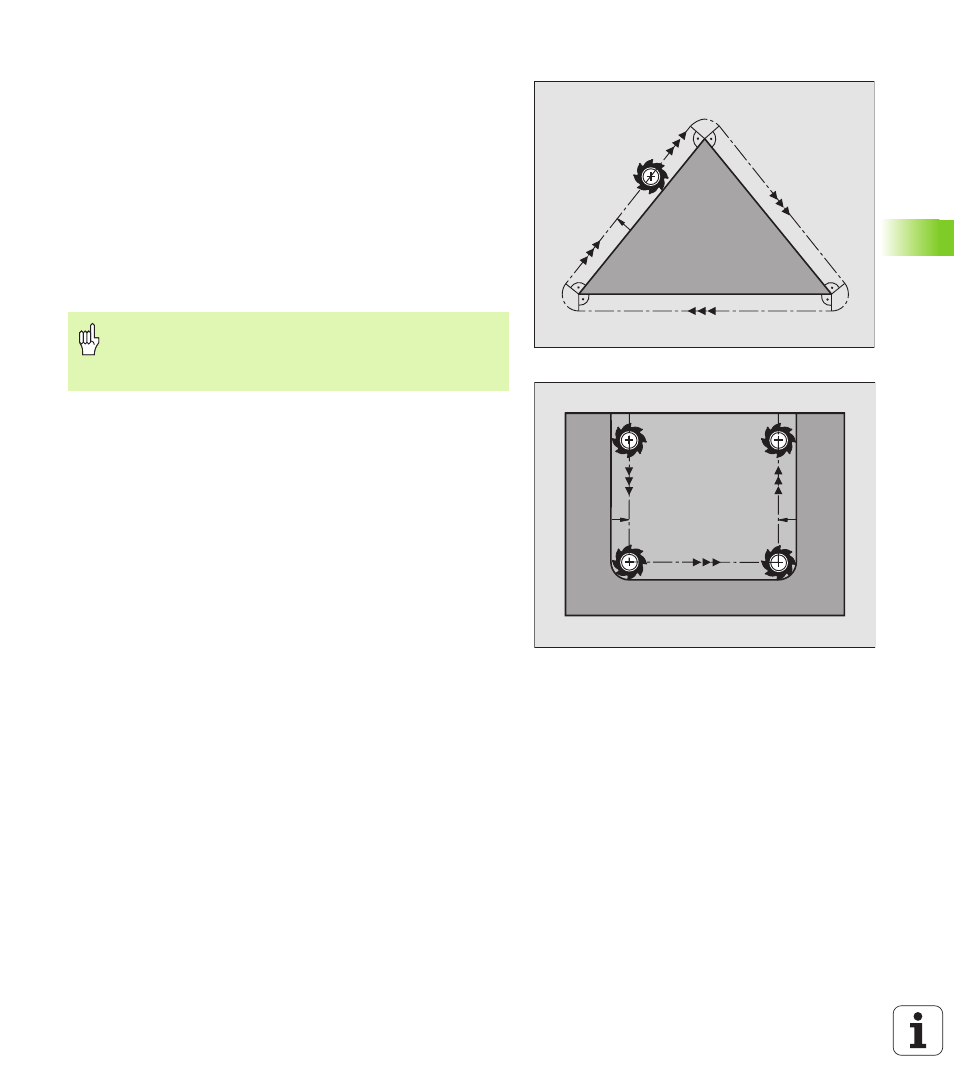
Korekcja promienia: Obróbka naroży
naroża zewn trzne:
Jeśli zaprogramowano korekcj promienia, to TNC wiedzie
narz dzie wzdłuż naroży zewn trznych albo po kole przejściowym
albo po Spline (wybór przez MP7680). W razie potrzeby TNC
redukuje posuw przy narożnikach zewn trznych, na przykład w
przypadku dużych zmian kierunku.
Naroża wewn trzne:
Przy narożnikach wewn trznych TNC oblicza punkt przeci cia
torów, po których przesuwa si skorygowany punkt środkowy
narz dzia. Od tego punktu poczynaj c narz dzie przesuwa si
wzdłuż nast pnego elementu konturu. W ten sposób obrabiany
przedmiot nie zostaje uszkodzony w narożnikach wewn trznych. Z
tego wynika, że promień narz dzia dla określonego konturu nie
powinien być wybierany w dowolnej wielkości.
Obrabianie narożników bez korekcji promienia
Bez korekcji promienia można regulować tor narz dzia i posuw na
narożnikach obrabianego przedmiotu przy pomocy funkcji
dodatkowej M90. Patrz „Przeszlifowanie naroży: M90”, strona 269.
Prosz nie ustalać punktu rozpocz cia i zakończenia
obróbki wewn trznej w punkcie narożnym konturu,
ponieważ w ten sposób może dojść do uszkodzenia
konturu.
RL
RL
RL