Kieszen okr gł obrabiać na gotowo (cykl 214) – HEIDENHAIN iTNC 530 (340 49x-02) Instrukcja Obsługi
Strona 383
HEIDENHAIN iTNC 530
383
8.4 Cykle dla fr
ezowania kieszeni,czopów i r
o
wków wpustowych
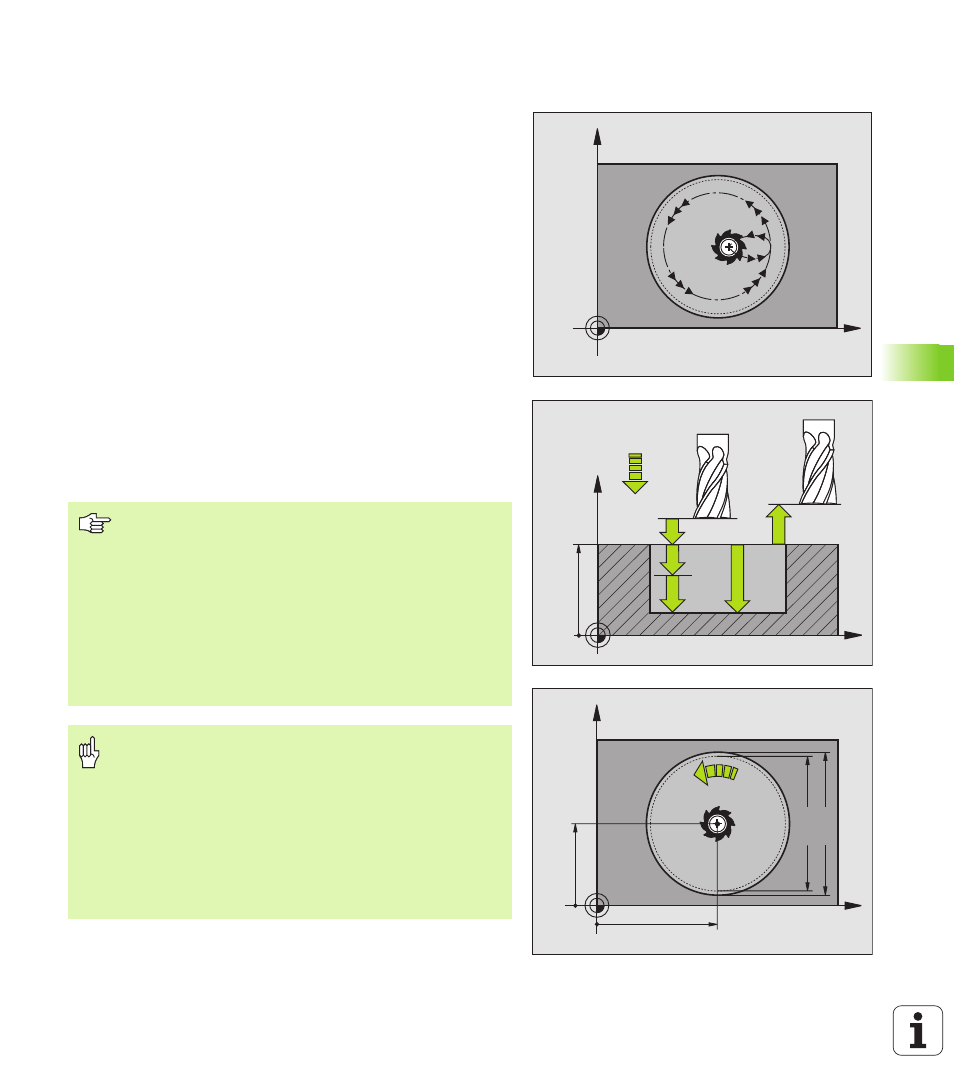
KIESZEN OKR GŁ OBRABIAĆ NA GOTOWO
(cykl 214)
1
TNC przemieszcza narz dzie automatycznie w osi wrzeciona na
Bezpieczn wysokość, lub –jeśli wprowadzono – na 2. g
Bezpieczn wysokość i nast pnie do środka kieszeni
2
Ze środka kieszeni narz dzie przemieszcza si na płaszczyźnie
obróbki do punktu startu obróbki. TNC uwzgl dnia dla obliczenia
punktu startu przekrój cz ści nieobrobionej i promień narz dzia.
Jeśli promień cz ści nieobrobionej zostanie wprowadzony z
wartości 0, to TNC wcina narz dzie w środek kieszeni
3
Jeśli narz dzie znajduje si na 2 giej Bezpiecznej wysokości, to
TNC przemieszcza si na biegu szybkim FMAX na Bezpieczn
wysokość i z tamt d z posuwem dosuwu wgł bnego na pierwsz
gł bokość dosuwu
4
Nast pnie narz dzie przemieszcza si stycznie do konturu cz ści
gotowej i frezuje ruchem współbieżnym po obwodzie
5
Po tym narz dzie odjeżdża stycznie od konturu do punktu startu
na płaszczyźnie obróbki
6
Ta operacja powtarza si (3 5), aż zostanie osi gni ta
zaprogramowana gł bokość
7
Przy końcu cyklu TNC przemieszcza narz dzie na biegu szybkim
na Bezpieczn wysokość lub –jeśli wprowadzono – na 2 g
2. Bezpieczn wysokość i nast pnie na środek kieszeni (pozycja
końcowa = pozycja startu)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Prosz uwzgl dnić przed programowaniem
TNC pozycjonuje narz dzie w osi narz dzi i na
płaszczyźnie automatycznie.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
Jeśli chcemy obrabiać kieszeń na gotowo od razu, to
prosz używać freza z tn cym przez środek z bem
czołowym (DIN 844) i wprowadzić niewielki posuw
dosuwu wgł bnego.
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o bł dach
przy wprowadzaniu dodatniej gł bokości (bit 2=1) czy też
nie (bit 2 = 0).
Uwaga niebezpieczeństwo kolizji!
Prosz zwrócić uwag , iż TNC przy dodatniej
wprowadzonej gł bokości odwraca obliczenie pozycji
poprzedniej. Narz dzie przemieszcza si na osi
narz dzia na biegu szybkim na odst p bezpieczeństwa
poniżej powierzchni obrabianego przedmiotu!