Wytwarzanie programów cyklicznych – HEIDENHAIN TNC 320 (34055x-06) ISO programming Instrukcja Obsługi
Strona 48
Pierwsze kroki z TNC 320
1.3
Programowanie pierwszego przedmiotu
1
48
TNC 320 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 11/2013
Wytwarzanie programów cyklicznych
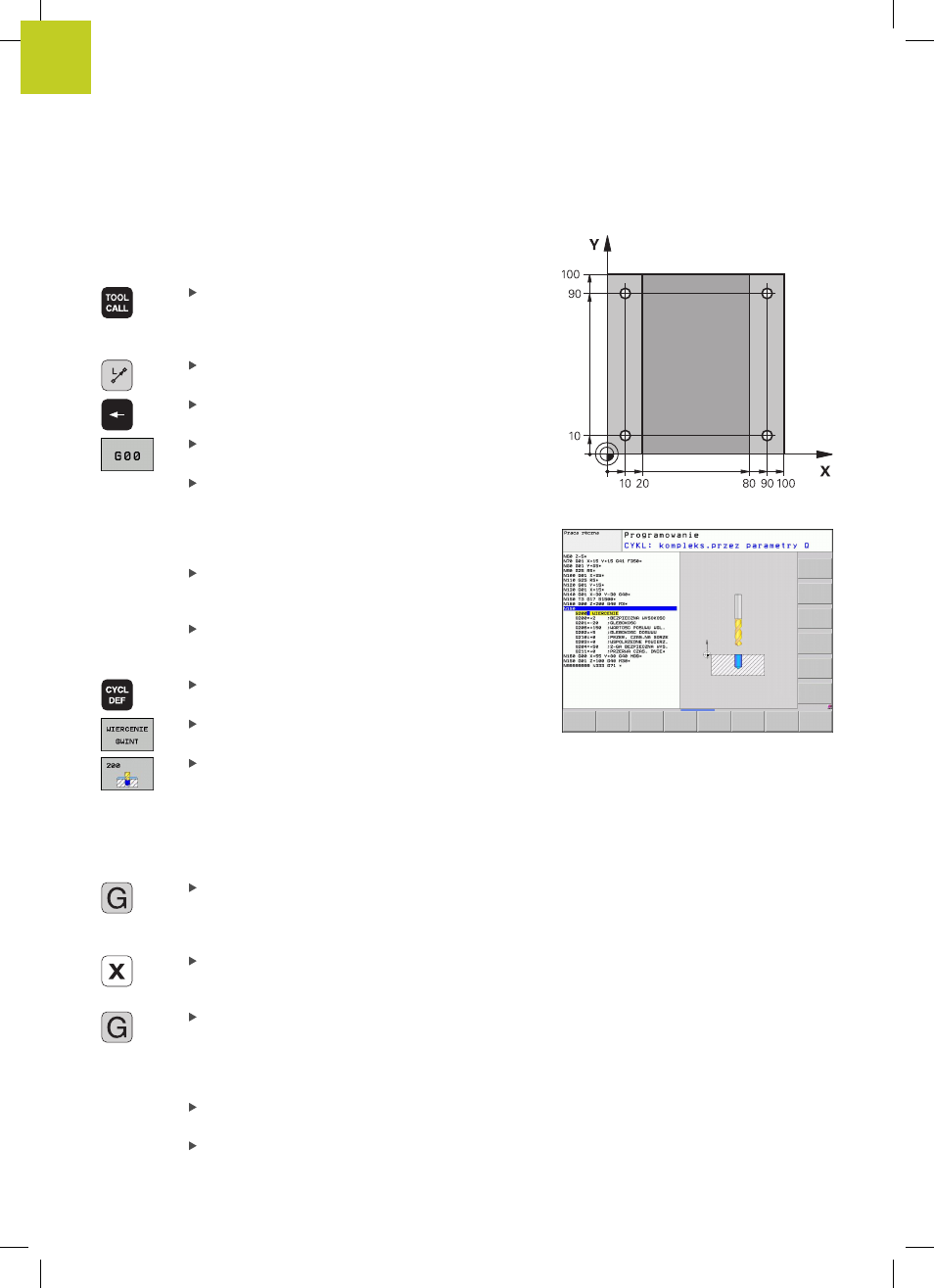
Pokazane na ilustracji po prawej stronie odwierty (głębokość 20
mm) mają być wytwarzane przy pomocy standardowego cyklu
wiercenia. Definicja półwyrobu została już wykonana.
Wywołanie narzędzia: proszę zapisać dane
narzędzia. Potwierdzamy każde wprowadzenie
klawiszem ENT, NIE ZAPOMINAĆ O OSI
NARZĘDZIA
Proszę nacisnąć klawisz L dla otwarcia wiersza
programu dla przemieszczenia prostoliniowego
Proszę przejść klawiszem ze strzałką w lewo na
obszar wprowadzenia dla funkcji G
Wybrać softkey G0 dla szybkiego ruchu
przemieszczenia
Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wysunąć narzędzie
w osi narzędzi oraz zapisać wartość przewidzianej
do najazdu pozycji, np. 250. Klawiszem ENT
potwierdzić
Kor. promienia.: RL/RR/bez korek.?
klawiszem
ENT potwierdzić: nie aktywować korekcji
promienia
Funkcja dodatkowa M?
klawiszem END
potwierdzić: TNC zapisuje do pamięci
wprowadzony wiersz przemieszczenia
Wywołanie menu cyklu
Wyświetlić cykle wiercenia
Wybrać standardowy cykl wiercenia 200: TNC
uruchamia dialog dla definiowania cyklu. Proszę
wprowadzić żądane przez TNC parametry krok
po kroku, wprowadzanie danych klawiszem ENT
potwierdzić. TNC pokazuje po prawej stronie
ekranu dodatkowo grafikę, w której przedstawiony
jest odpowiedni parametr cyklu
0
zapisać, aby najechać pierwszą pozycję
wiercenia: współrzędne pozycji wiercenia zapisać,
włączyć chłodziwo i wrzeciono, cykl z M99
wywołać
0
zapisać, aby najechać dalszą pozycję wiercenia:
współrzędne
odpowiedniej pozycji wiercenia
zapisać, cykl z M99 wywołać
0
zapisać, aby wysunąć narzędzie z materiału:
nacisnąć pomarańczowy klawisz osiowy Z, aby
wysunąć w osi narzędzia oraz zapisać wartość
najeżdżanej pozycji, np. 250. Klawiszem ENT
potwierdzić
Kor.prom.: RL/RR/bez korek.?
klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
Funkcja dodatkowa M? M2
zapisać dla końca
programu, klawiszem END potwierdzić: TNC
zapisuje wprowadzony wiersz przemieszczenia