HEIDENHAIN TNC 320 (34055x-06) ISO programming Instrukcja Obsługi
Strona 168
Programowanie: programowanie konturów
6.2
Podstawy o funkcjach toru kształtowego
6
168
TNC 320 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 11/2013
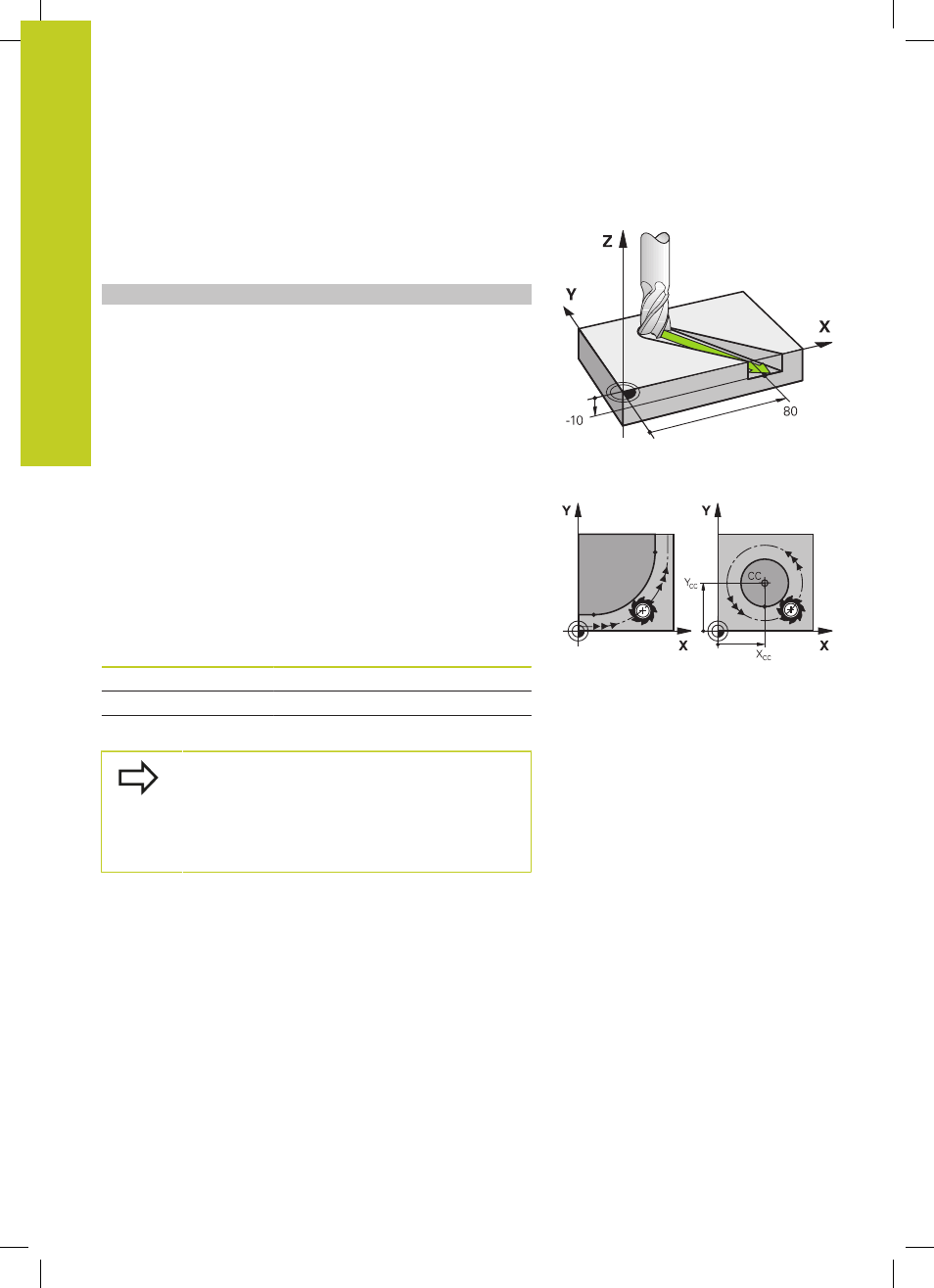
Ruch trójwymiarowy
Zapis programu zawiera trzy dane o współrzędnych:TNC przesuwa
narzędzie przestrzennie na zaprogramowaną pozycję.
Przykład
N50 G01 X+80 Y+0 Z-10 *
Okręgi i łuki kołowe
Przy ruchach okrężnych TNC przesuwa dwie osi maszyny
jednocześnie: narzędzie porusza się względnie do przedmiotu na
torze okrężnym. Dla ruchów okrężnych można wprowadzić punkt
środkowy koła CC.
Przy pomocy funkcji toru kształtowego dla łuków kołowych
programujemy koła na płaszczyznach głównych: płaszczyzna
główna musi być przy wywoływaniu narzędzia TOOL CALL
zdefiniowana, wraz z ustaleniem osi wrzeciona:
Oś wrzeciona
Płaszczyzna główna
(G17)
XY
, także UV, XY, UY
(G18)
ZX
, także WU, ZU, WX
(G19)
YZ
, także VW, YW, VZ
Okręgi, które nie leżą równolegle do płaszczyzny
głównej, proszę programować przy pomocy funkcji
„Nachylić płaszczyznę obróbki “ (patrz instrukcja
obsługi Cykle, cykl 19, PŁASZCZYZNA OBROBKI),
lub przy pomocy parametrów Q (patrz "Zasada
działania i przegląd funkcji").
Kierunek obrotu DR przy ruchach okrężnych
Dla ruchów kołowych bez tangencjalnego przejścia do innego
elementu konturu zapisujemy kierunek obrotu:
Obrót zgodnie z ruchem wskazówek zegara: G02/G12
Obrót przeciwnie do ruchu wskazówek zegara: G03/G13