Zastosowanie, sposób pracy, Nachylenie płaszczyzny obróbki (opcja software 1) – HEIDENHAIN TNC 320 (34055x-06) ISO programming Instrukcja Obsługi
Strona 386
Obsługa ręczna i nastawienie
12.9 Nachylenie płaszczyzny obróbki (opcja software 1)
12
386
TNC 320 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 11/2013
12.9
Nachylenie płaszczyzny obróbki (opcja
software 1)
Zastosowanie, sposób pracy
Funkcje nachylania płaszczyzny obróbki zostają
dopasowane do TNC i maszyny przez producenta
maszyn. W przypadku określonych głowic
obrotowych (stołów obrotowych), producent maszyn
określa, czy programowane w cyklu kąty zostają
interpretowane przez TNC jako współrzędne osi
obrotowych lub jako komponenty kątowe ukośnej
płaszczyzny. Proszę zwrócić uwagę na instrukcję
obsługi maszyny.
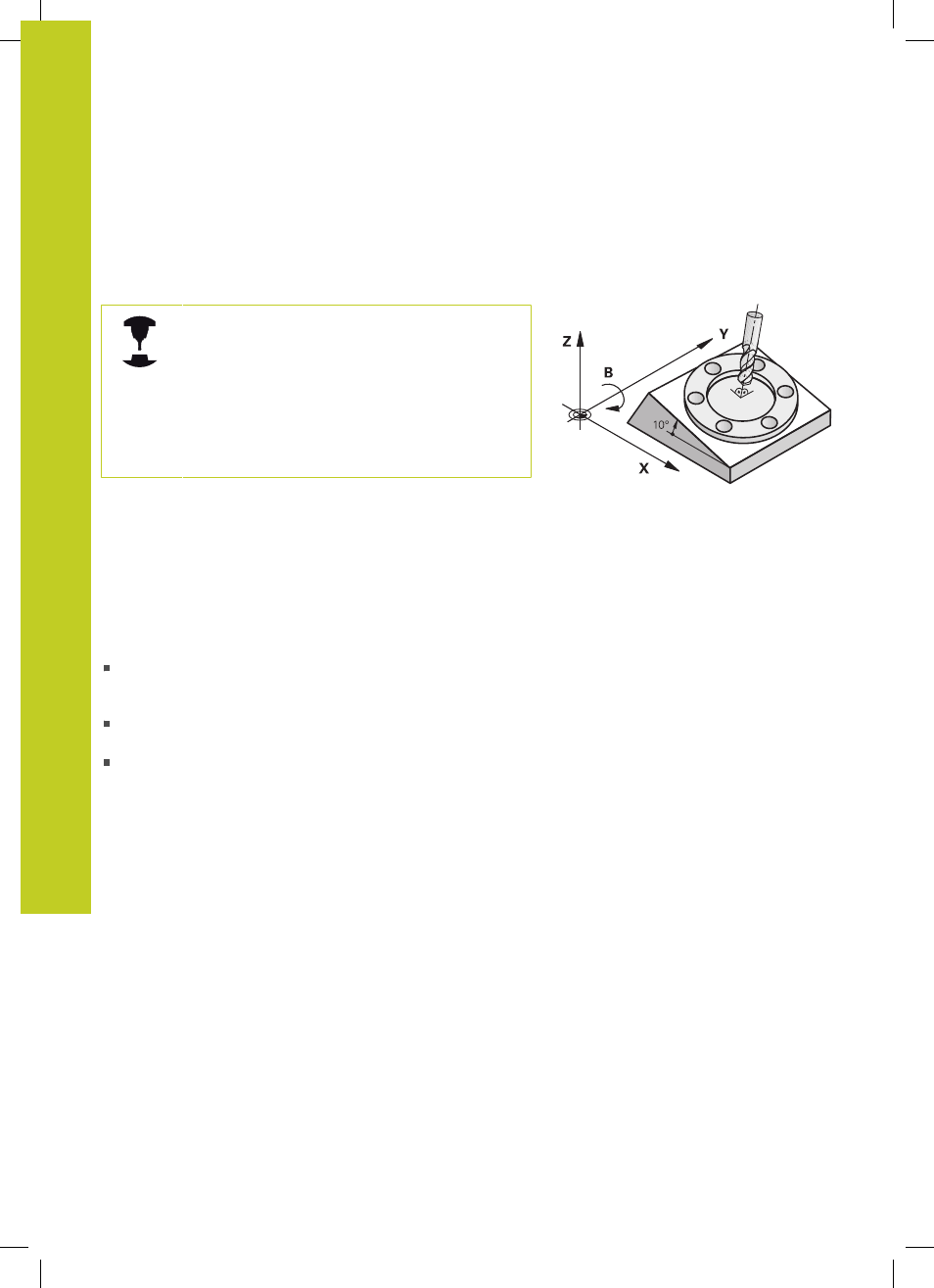
TNC wspomaga pochylenie płaszczyzn obróbki na obrabiarkach z
głowicami obrotowymi a także stołami obrotowymi podziałowymi.
Typowymi rodzajami zastosowania są np. ukośne odwierty lub
leżące ukośnie w przestrzeni kontury. Przy tym płaszczyzna
obróbki zostaje zawsze pochylona o aktywny punkt zerowy. Jak
zwykle, obróbka zostaje zaprogramowana w jednej płaszczyźnie
głównej (np. X/Y- płaszczyzna), jednakże wykonana na
płaszczyźnie, która została nachylona do płaszczyzny głównej.
Dla pochylenia płaszczyzny obróbki są trzy funkcje do dyspozycji:
Ręczne pochylenie przy pomocy softkey 3D ROT przy
rodzajach pracy Obsługa Ręczna i Elektr. kółko obrotowe patrz
"Aktywować manualne nachylenie", Strona 389
Sterowane nachylenie, cykl G80 w programie obróbki (patrz
instrukcja obsługi Cykle, cykl 19 PŁASZCZYZNA OBROBKI)
Sterowane nachylenie, PLANE-funkcja w programie obróbki
patrz "Funkcja PLANE: nachylenie płaszczyzny obróbki (opcja
TNC-funkcje dla „Nachylania płaszczyzny obróbki“ stanowią
transformację współrzędnych. Przy tym płaszczyzna obróbki leży
zawsze prostopadle do kierunku osi narzędzia.