HEIDENHAIN TNC 320 (34055x-06) ISO programming Instrukcja Obsługi
Strona 284
Programowanie: funkcje dodatkowe
9.4
Funkcje dodatkowe dla zachowania na torze kształtowym
9
284
TNC 320 | Instrukcja obsługi dla operatora programowanie DIN/ISO | 11/2013
Obliczanie z wyprzedzeniem konturu z korekcją
promienia (LOOK AHEAD): M120
Postępowanie standardowe
Jeśli promień narzędzia jest większy niż stopień konturu, który
należy najeżdżać ze skorygowanym promieniem, to TNC
przerywa przebieg programu i wydaje komunikat o błędach. M97
(patrz "Obróbka niewielkich stopni konturu: M97", Strona 279)
zapobiega pojawieniu komunikatu o błędach, jednakże prowadzi do
zarysowania materiału i przesuwa dodatkowo naroże.
Przy podcinaniach TNC uszkadza ewentualnie kontur.
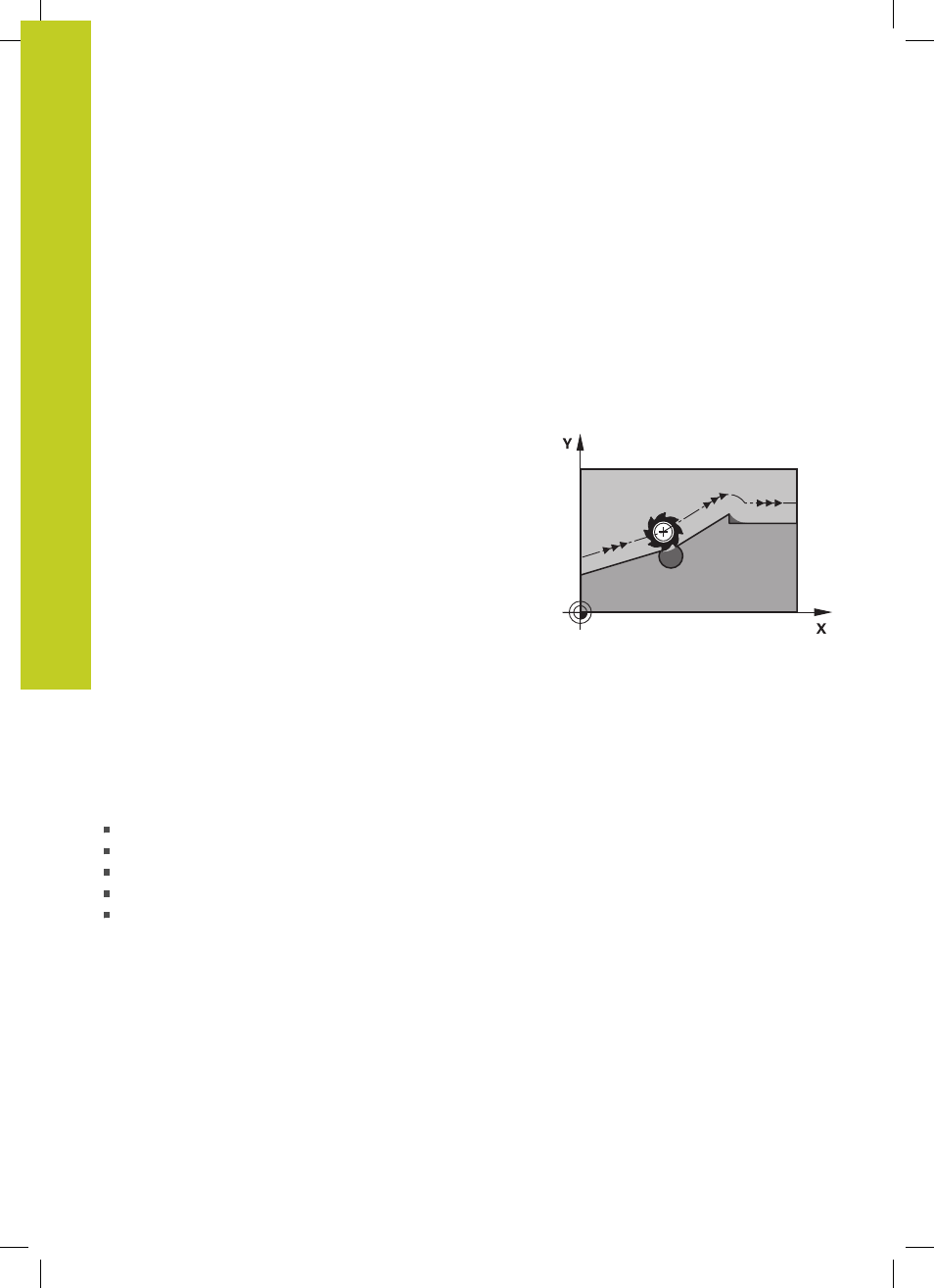
Postępowanie z M120
TNC sprawdza kontur ze skorygowanym promieniem na zaistnienie
podcinek i nadcięć oraz oblicza wstępnie tor narzędzia od
aktualnego bloku. Miejsca, w których narzędzie uszkodziłoby
kontur, pozostają nie obrobione (na ilustracji przedstawione w
ciemnym tonie). Można M120 także używać, aby dane digitalizacji
lub dane, które zostały wytworzone przez zewnętrzny system
programowania, uzupełnić wartościami korekcji promienia
narzędzia. W ten sposób odchylenia od teoretycznego promienia
narzędzia mogą zostać skompensowane.
Liczba bloków (maksymalnie 99), które TNC oblicza wstępnie,
określa się przy pomocy LA (angl.
L
ook
A
head: patrz do przodu) za
M120. Im większa liczba bloków, którą ma obliczyć wstępnie TNC,
tym wolniejsze będzie opracowywanie bloków.
Zapis
Jeśli w zapisie pozycjonowania zostaje wprowadzony M120, to
TNC kontynuje dialog dla tego zapisu i zapytuje o liczbę wstępnie
obliczanych bloków LA.
Działanie
M120 musi znajdować się w NC-bloku, który zawiera również
korekcję promienia G41 lub G42 . M120 działa od tego bloku do
momentu aż
korekcja promienia zostanie z G40 anulowana
M120 LA0 zostanie zaprogramowana
M120 bez LA zostanie zaprogramowana
z % zostanie wywołany inny program
z cyklem G80 lub przy pomocy funkcji PLANE zostanie
nachylona płaszczyzna obróbki
M120 zadziała na początku wiersza.