HEIDENHAIN NC 124 Instrukcja Obsługi
Strona 96
8
Podprogramy i powtórzenia cz ści programu
96
TNC 124
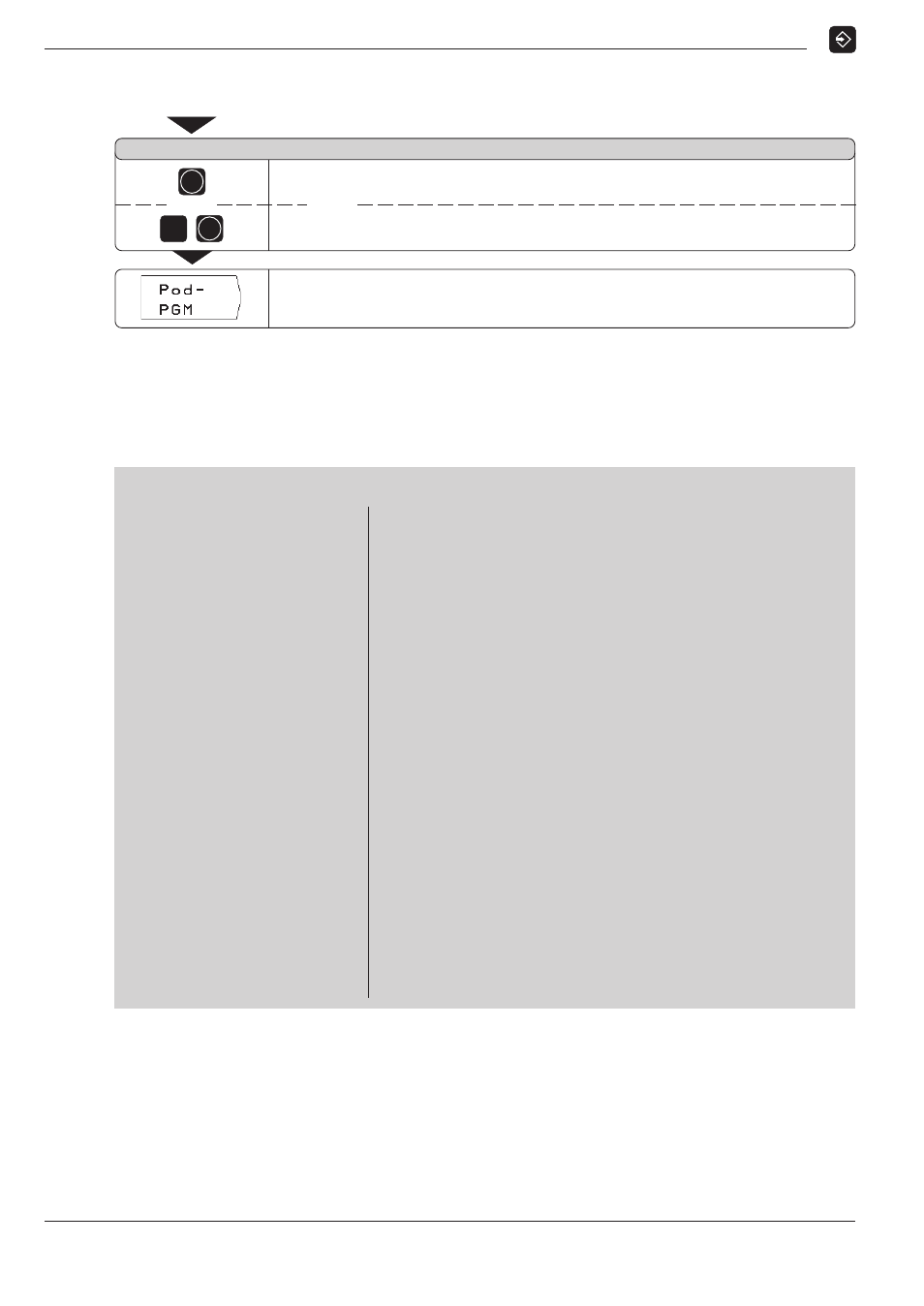
Podprogram
N u m e r L a b e l ?
1
ENT
ENT
Przej ć zaproponowany numer znacznika (Label) .
Wprowadzić numer znacznika ( 1 ). Wprowadzenie potwierdzić.
W aktualnym wierszu znajduje si wywołany znacznik: LBL 1.
Pytanie Powtórzenie REP ? nie ma dla podprogramów żadnego znaczenia.
Przy pomocy Softkey zostaje potwierdzone, iż podprogram zostaje wywołany.
lub
lub
Po CALL LBL wierszu zostaj wykonane w trybie pracy
PRZEBIEG PROGRAMU te wiersze programu, które znajduj si w
tym podprogramie pomi dzy LBL wierszem z wywołanym
numerem i nast pnym wierszem z LBL 0.
Podprogram zostaje przynajmniej raz wykonany, także bez
CALL LBL wiersza.
Wiersze programu
0
BEGIN PGM 60
MM
Pocz tek programu, numer programu i system miar
1
F 9999
Duży posuw dla pozycjonowania wst pnego
2
Z+20
Bezpieczna wysokość
3
X+20
R0
X współrz dna punktu wci cia rowek
1
4
Y+10
R0
Y współrz dna punktu wci cia rowek
1
5
TOOL CALL 7 Z
Wywołanie danych narz dzia, np. narz dzie 7, oś narz dzi Z
6
S 1000
Pr dkość obrotowa wrzeciona
7
M 3
Wrzeciono ON, bieg w prawo
8
CALL LBL 1
Wywołanie podprogramu 1: wiersze 17 do 23 odpracować
9
X+40
R0
X współrz dna punktu wci cia rowka
2
10
Y+50
R0
Y współrz dna punktu wci cia rowka
2
11
CALL LBL 1
Wywołanie podprogramu 1: wiersze 17 do 23 odpracować
12
X+60
R0
X współrz dna punktu wci cia rowka
3
13
Y+40
R0
Y współrz dna punktu wci cia rowka
3
14
CALL LBL 1
Wywołanie podprogramu 1: wiersze 17 do 23 odpracować
15
Z+20
Bezpieczna wysokość
16
M 2
Przebieg programu STOP, wrzeciono OFF, chłodziwo OFF
17
LBL 1
Pocz tek podprogramu 1
18
F 200
Posuw przy obróbce podczas podprogramu
19
Z–10
Wci cie na gł bokość rowka
20
IY+20
R0
Frezowanie rowka wpustowego
21
F 9999
Duży posuw dla wyjścia z materiału i pozycjonowania wst pnego
22
Z+2
Przemieścić swobodnie narz dzie
23
LBL 0
Koniec podprogramu 1
24
END PGM 60
MM
Koniec programu, numer programu i system miar