Frezowanie prostok tnej kieszeni w programie – HEIDENHAIN NC 124 Instrukcja Obsługi
Strona 91
7
Cykle wiercenia, rysunki odwiertów i cykle frezowania w programie
TNC 124
91
Frezowanie prostok tnej kieszeni w programie
TNC ułatwia wyczyszczanie kieszeni prostok tnych. Prosz
wprowadzić tylko wymiary kieszeni prostok tnej i TNC obliczy
odcinki przemieszczania frezowania zgrubnego.
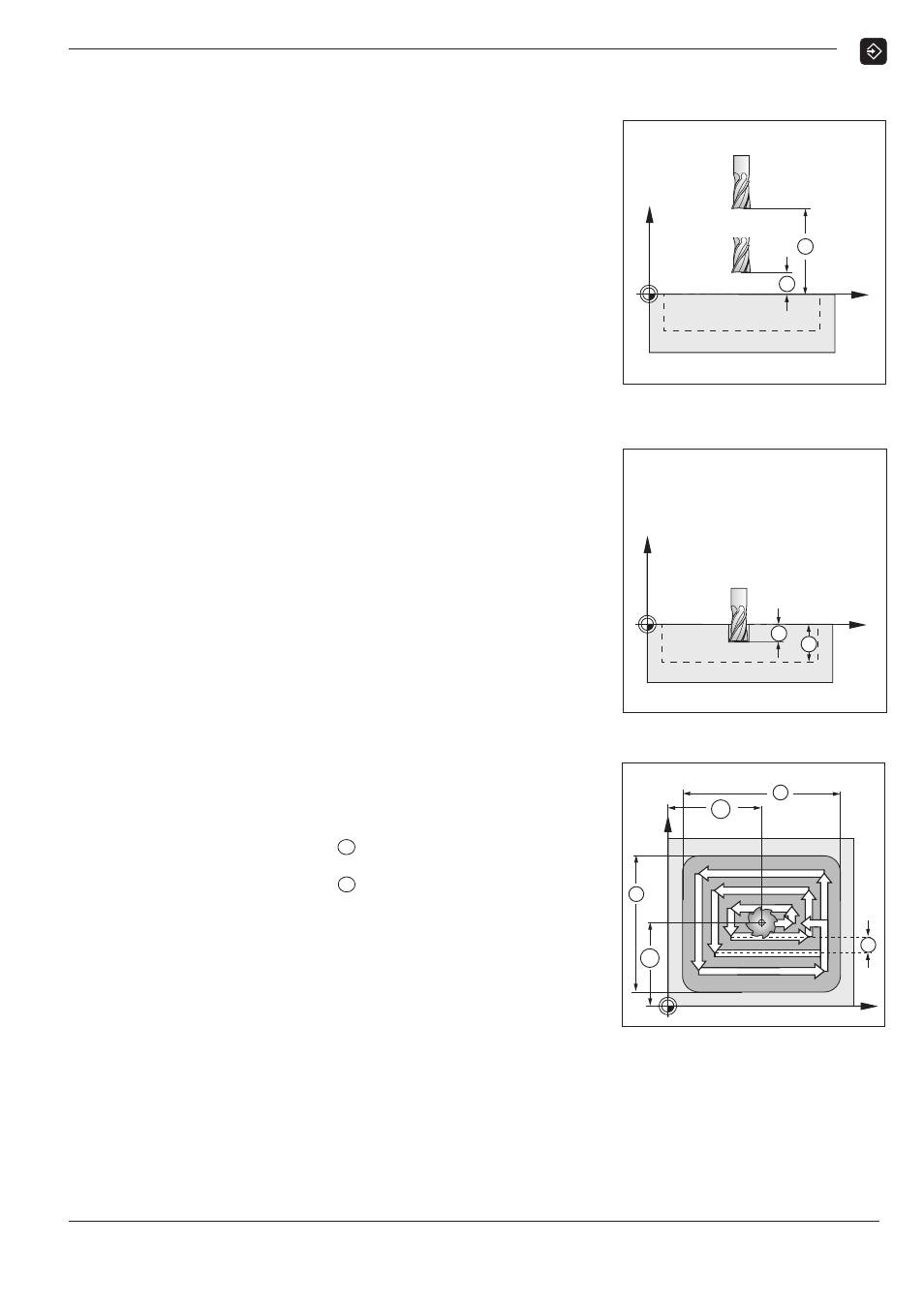
Przebieg cyklu
Przebieg cyklu przedstawiony jest na rysunkach 7.6, 7.7 i 7.8.
I:
TNC pozycjonuje narz dzie na osi narz dzi na bezpiecznej
wysokości
h, nast pnie na płaszczyźnie obróbki na środek
kieszeni i na osi narz dzi na odst p bezpieczeństwa
a.
II:
TNC wierci z posuwem dosuni cia na pierwsz
gł bokość dosuwu
c.
III:
Nast pnie TNC dokonuje frezowania zgrubnego z posuwem
obróbki na przedstawionym na rysunku torze kieszeni (rysunek 7.8
pokazuje frezowanie współbieżne).
IV:
Dosuni cie i frezowanie zgrubne powtarza si , aż zostanie
osi gni ta zadana gł bokość
b. Na koniec TNC przemieszcza
narz dzie na środku kieszeni na bezpieczn wysokość
h.
Wprowadzane wartości do cyklu 4.0 KIESZEŃ PROSTOK TNA
• Bezpieczna wysokość WYSOKOŚĆ
h
Pozycja bezwzgl dna, na której TNC może przemieszczać narz dzie
na płaszczyźnie obróbki bez niebezpieczeństwa kolizji.
• Odst p bezpieczeństwa ODST
a
Z bezpiecznej wysokości na odst p bezpieczeństwa TNC
przemieszcza narz dzie na biegu szybkim.
• Powierzchnia obrabianego przedmiotu POWIERZ.
Bezwzgl dna współrz dna powierzchni obrabianego przedmiotu.
• Gł bokość frezowania GŁ BOKOŚĆ
b
Odst p pomi dzy powierzchni obrabianego przedmiotu i
dnem kieszeni.
• Gł bokość dosuwu DOSUW
c
Wymiar, o jaki TNC dosuwa narz dzie
• Posuw dosuwu F
Pr dkość przemieszczenia narz dzia przy dosuwie w mm/min.
• Środek kieszeni X POSX
MX
Środek kieszeni na osi głównej płaszczyzny obróbki.
• Środek kieszeni Y POSY
MY
Środek kieszeni w osi pomocniczej płaszczyzny obróbki.
• Długość kraw dzi bocznej X DŁUGOŚĆ X
x
Długość kieszeni w kierunku osi głównej.
• Długość kraw dzi bocznej Y DŁUGOŚĆ Y
y
Długość kieszeni w kierunku osi pomocniczej.
• Posuw obróbki F
Pr dkość przemieszczenia narz dzia na płaszczyźnie
obróbki w [mm/min].
• Kierunek KIER
Wartość wprowadzenia 0: frezowanie współbieżne (rysunek 7.8:
w kierunku ruchu wskazówek zegara)
Wartość wprowadzenia 1: frezowanie przeciwbieżne (w kierunku
przeciwnym do ruchu wskazówek zegara)
• Naddatek na obróbk wykańczaj c NADDATEK
Naddatek na obróbk wykańczaj c na płaszczyźnie obróbki.
Rysunek 7.6:
Krok I w cyklu 4.0 KIESZEŃ PROSTOK TNA
I
Z
A
H
X
II
Z
C
B
X
Rysunek 7.8:
Krok III w cyklu 4.0 KIESZEŃ PROSTOK TNA
III
MY
R
Y
X
MX
Y
X
Rysunek 7.7:
Krok II w cyklu 4.0 KIESZEŃ PROSTOK TNA