Cykle wiercenia w programie, Wprowadzenie wywołania cyklu – HEIDENHAIN NC 124 Instrukcja Obsługi
Strona 78
7
Cykle wiercenia, rysunki odwiertów i cykle frezowania w programie
78
TNC 124
Cykle wiercenia w programie
W przypadku TNC 124 można wprowadzić nast puj ce dwa cykle
wiercenia:
• Cykl CYCL 1.0 WIERCENIE GŁ BOKIE
• Cykl CYCL 2.0 GWINTOWANIE
Cykl 1.0 WIERCENIE GŁ BOKIE
Jeśli chcemy dokonać wiercenia z kilkoma dosuwami, to prosz
wprowadzić cykl 1.0 WIERCENIE GŁ BOKIE do TNC 124.
Przy obróbce TNC wierci z kilkoma dosuwami i odsuwa wiertło na
odst p bezpieczeństwa.
Cykl 2.0 GWINTOWANIE
Dla cyklu GWINTOWANIE konieczny jest uchwyt
wyrównawczy.
Jeśli chcemy dokonywać gwintowania, to prosz wprowadzić cykl
2.0 GWINTOWANIE do TNC 124.
Podczas obróbki TNc dokonuje gwintowania jednym dosuwem. Po
pewnym czasie zatrzymania na końcu gwintu TNC odsuwa
narz dzie z odwróconym kierunkiem obrotów wrzeciona.
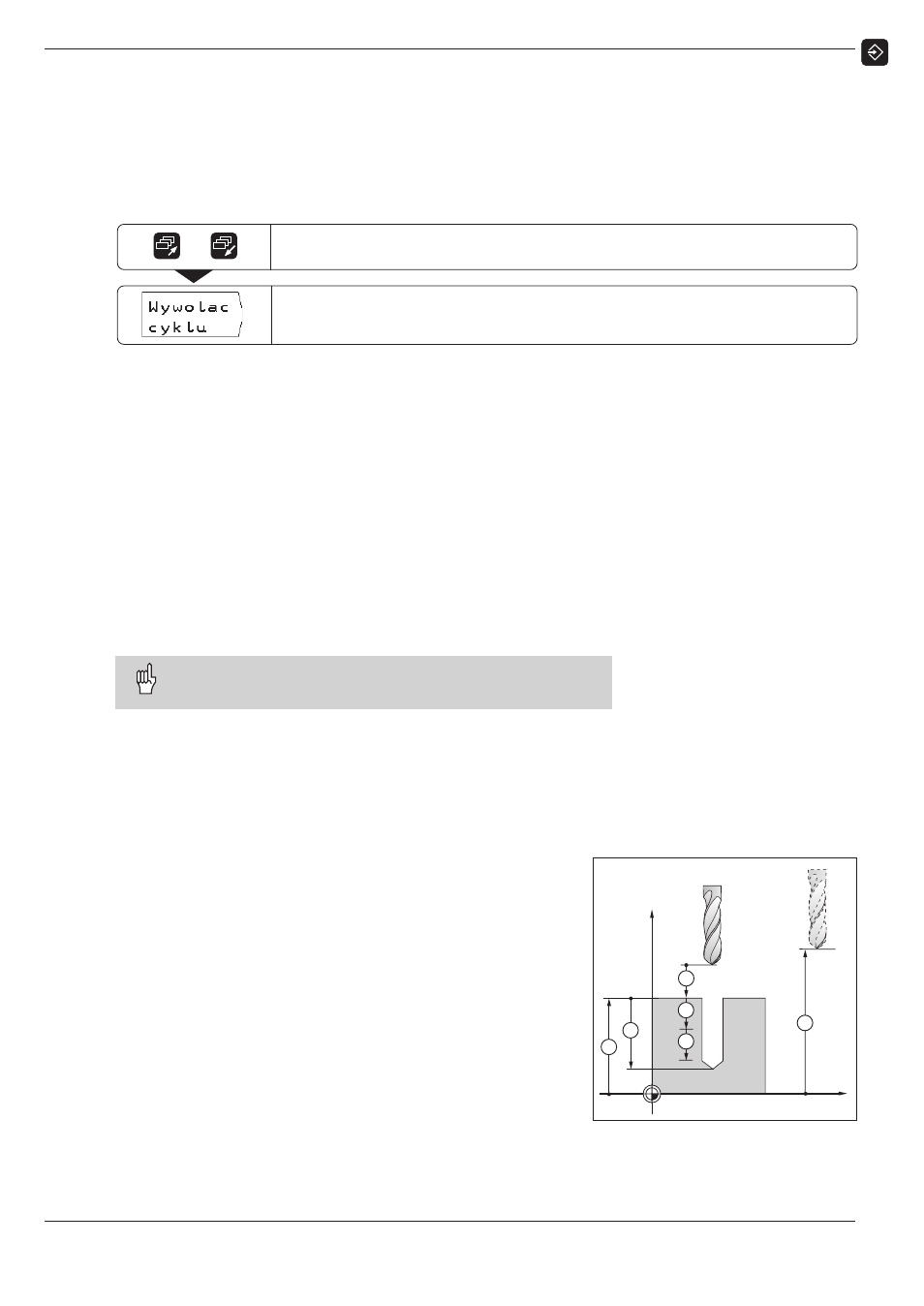
Znaki liczb dla wprowadzanych wartości w przypadku cykli wiercenia
”Bezpieczn wysokość”
h i współrz dn powierzchni obrabianego
przedmiotu
o, należy wprowadzić z wartości bezwzgl dn ze
znakiem liczby.
Znak liczby dla gł bokości wiercenia (długość gwintu)
b
określa kierunek wiercenia. Jeśli wiercimy w ujemnym kierunku osi,
to prosz wprowadzić gł bokość wiercenia z ujemnym znakiem
liczby.
Rysunek 7.1 zawiera oprócz tego odst p bezpieczeństwa
a i
gł bokość dosuwu
c.
Wypozycjonować wst pnie wiertło
Przed cyklem pozycjonujemy wst pnie wiertło: na osi narz dzi i na
płaszczyźnie. Współrz dne dla pozycjonowania wst pnego można
wprowadzić przed cyklem do programu.
B
C
H
O
A
C
Rysunek 7.1:
Bezwzgl dne i przyrostowe wprowadzane
wartości w cyklach wiercenia
Wprowadzenie wywołania cyklu
W tym miejscu programu obróbki, w którym TNC powinno
odpracować cykl wiercenia, musi zostać wywołany cykl.
Rodzaj pracy: PROGRAM WPROWADZIĆ DO PAMI CI/EDYCJA
Przejście do trzeciego Softkey paska.
Wprowadzić wywołanie cyklu ( CYCL CALL ).
/