HEIDENHAIN NC 124 Instrukcja Obsługi
Strona 82
7
Cykle wiercenia, rysunki odwiertów i cykle frezowania w programie
82
TNC 124
III
IV
A
A
I
B
II
B
A
Cykle wiercenia w programie
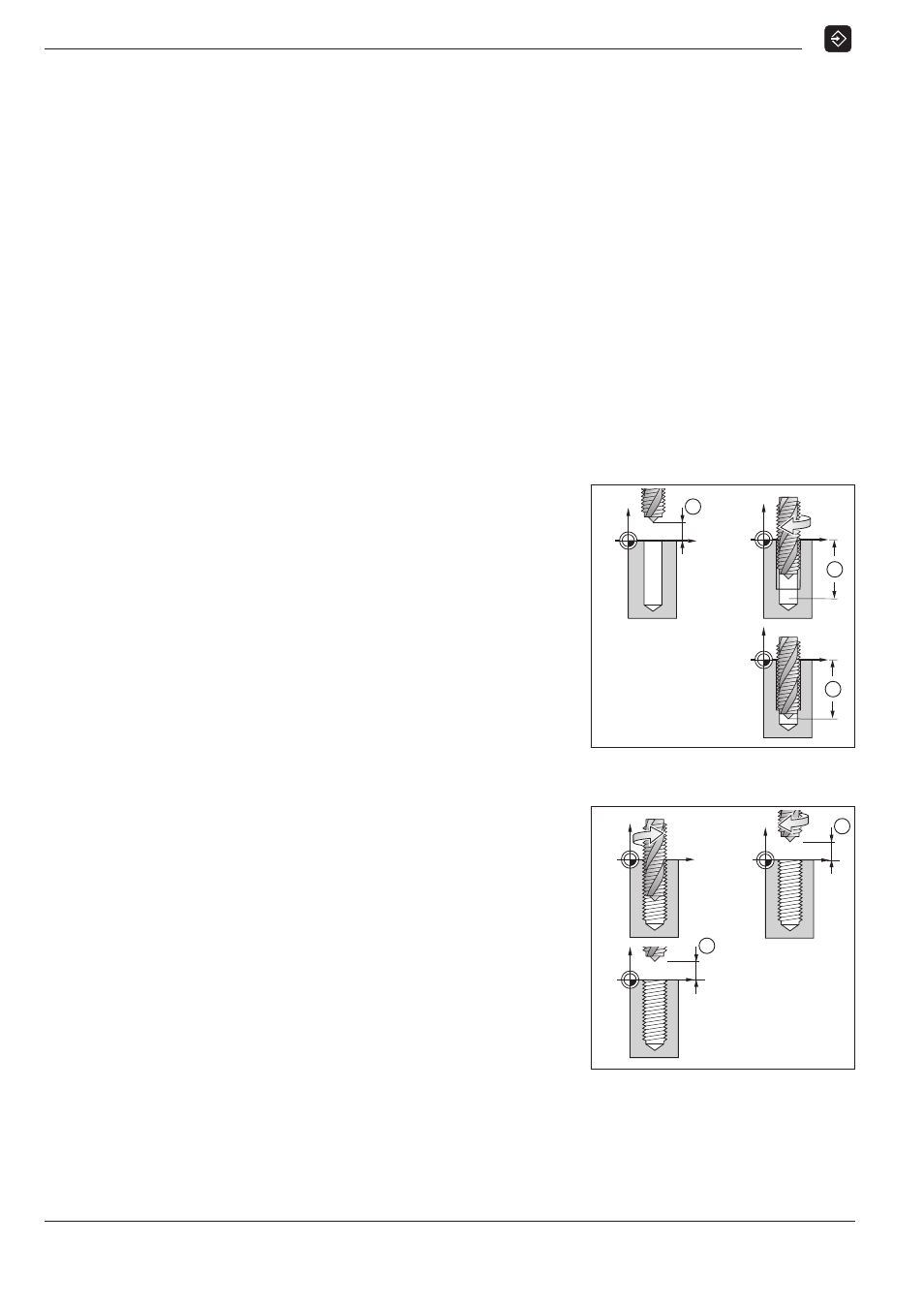
Rysunek 7.5:
Kroki III i IV w cyklu 2.0 GWINTOWANIE
GWINTOWANIE
Przy pomocy cyklu 2.0 GWINTOWANIE można wykonać gwinty
prawoskr tne lub lewoskr tne na obrabianym przedmiocie.
Brak działania regulacji Overrides przy gwintowaniu
Jeśli odpracowujemy cykl 2.0 GWINTOWANIE, to gałka regulacji
dla zmiany pr dkości obrotowej wrzeciona i posuwu (Override)
jest bez funkcji.
Konieczny jest uchwyt wyrównywczy
Dla cyklu 2.0 GWINTOWANIE, TNC potrzebny jest uchwyt
wyrównawczy odchylenia podłużnego. Podczas gwintowania
uchwyt ten kompensuje odchylenia od zaprogramowanego posuwu
F i zaprogramowanej pr dkości obrotowej wrzeciona S.
Wiercenie gwintu prawoskr tnego lub lewoskr tnego
Gwint prawoskr tny: wrzeciono ON z funkcj dodatkow M 3
Gwint lewoskr tny:
wrzeciono ON z funkcj dodatkow M 4
Przebieg cyklu
Przebieg cyklu przedstawiony jest na rysunkach 7.4 i 7.5.
I:
TNC pozycjonuje wiertło w bezpiecznym odst pie
a nad
powierzchni obrabianego przedmiotu.
II:
TNC wierci z posuwem F do końca gwintu
b.
III:
Przy końcu gwintu TNC odwraca kierunek obrotu wrzeciona i
odsuwa wiertło po przerwie (czas zatrzymania) na bezpieczn
wysokość.
IV:
Nad gwintem TNC odwraca ponownie kierunek obrotu wrzeciona.
Obliczanie posuwu F
Wzór dla posuwu: F = S • p w [mm/min], z
S: pr dkości obrotow wrzeciona w [obr/min]
p: skok gwintu w [mm]
Wprowadzane wartości do cyklu 2.0 GWINTOWANIE
•
Bezpieczna wysokość WYSOKOŚĆ
Bezpieczna wysokość, na której TNC może przemieszczać
wiertło na płaszczyźnie obróbki bez zagrożenia kolizj
•
Odst p bezpieczeństwa ODST
a
Z bezpiecznej wysokości na odst p bezpieczeństwa TNC
przemieszcza narz dzie na biegu szybkim
Wartość orientacyjna: ODST = 4 • skok gwintu p
•
Powierzchnia obrabianego przedmiotu POWIERZ.
Bezwzgl dna współrz dna powierzchni obrabianego
przedmiotu
•
Długość gwintu GŁ BOKOŚĆ
b
Odst p pomi dzy powierzchni obrabianego przedmiotu i
końcem gwintu
•
Czas zatrzymania P.CZAS. w [s]
Czas zatrzymania zapobiega zaklinowaniu si wiertła przy
powrocie. Producent maszyn udziela bliższych informacji,
dotycz cych czasu zatrzymania.
Wartość orientacyjna: P.CZAS = 0 do 0,5 s
•
Posuw F w [mm/min]
Pr dkość przemieszczenia wiertła przy gwintowaniu
Rysunek 7.4:
Kroki I i II w cyklu 2.0 GWINTOWANIE