Icp-toczenie poprzeczne osiowo, 5 cykle toczenia poprzecznego – HEIDENHAIN SW 54843x-03 Instrukcja Obsługi
Strona 256
256
programowanie cykli
4.5 Cykle toczenia poprzecznego
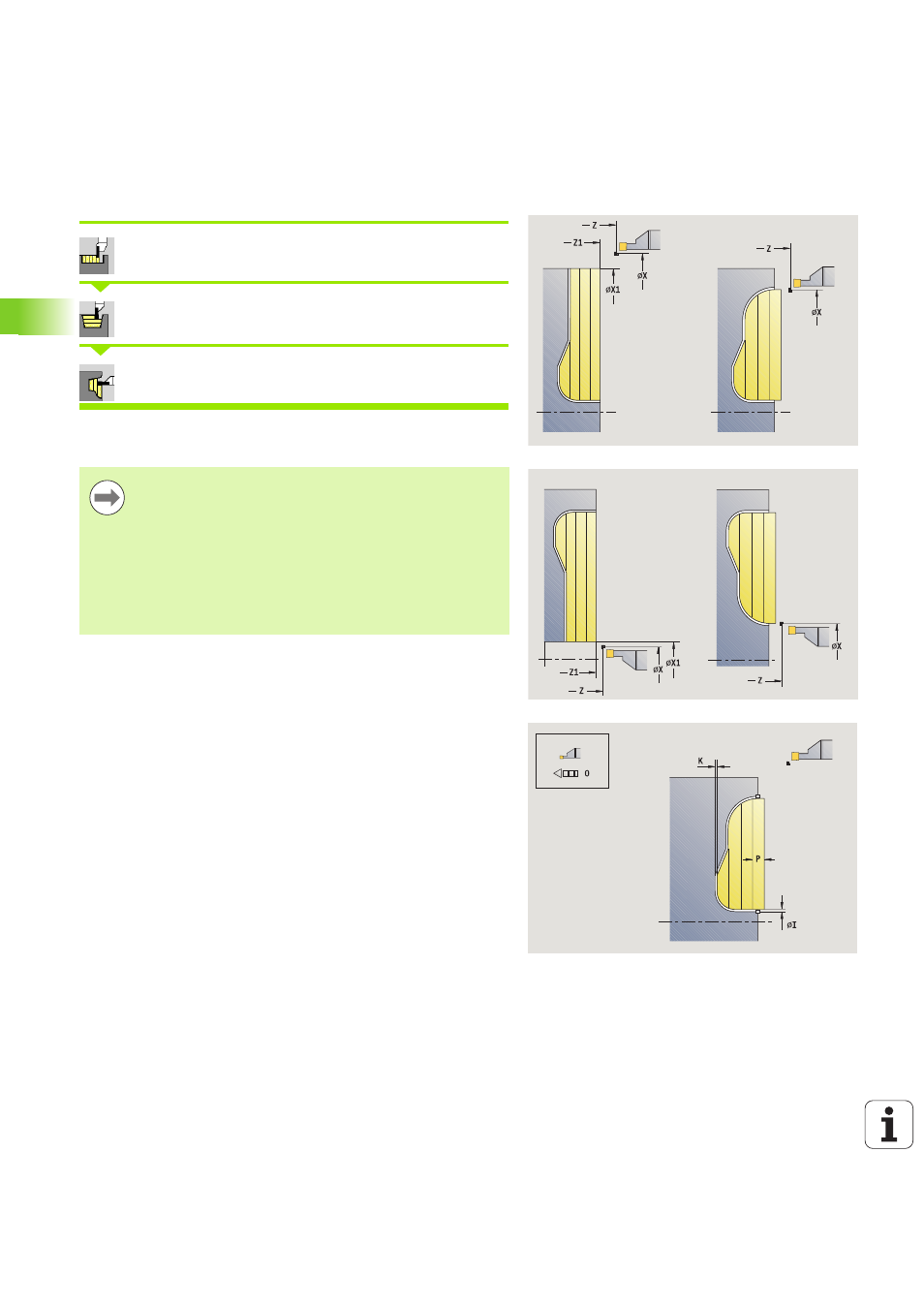
ICP-toczenie poprzeczne osiowo
Cykle toczenia poprzecznego
wybrać
Toczenie poprzeczne
wybrać
Toczenie poprzeczne osiowo
wybrać
Cykl skrawa zdefiniowany obszar (patrz także “Toczenie poprzeczne”
Operator definiuje przy
opadających konturach punkt startu – a nie punkt
początkowy konturu
. Cykl obrabia na gotowo opisany
przez punkt startu i ICP-kontur obszar przy
uwzględnieniu naddatków.
rosnących konturach punkt startu – oraz punkt
początkowy konturu
. Cykl obrabia na gotowo opisany
przez punkt początkowy i ICP-kontur obszar przy
uwzględnieniu naddatków.
Parametry cyklu
X, Z
Punkt startu
X1, Z1
Punkt początkowy półwyrobu
FK
ICP-część gotowa: nazwa obrabianego konturu
P
Głębokość wcięcia: maksymalna głębokość wcięcia
ET
Głębokość przecinania, wykonywana przy jednym
przejściu.
O
Posuw nacinania (default: aktywny posuw)
I, K
Naddatek X, Z
SX, SZ
Ograniczenie skrawania (patrz strona 140)
B
Szerokość przesunięcia (default: 0)
U
Obróbka toczeniem jednokierunkowa (standard: 0)
0: dwukierunkowo
1: jednokierunkowo (kierunek: patrz rysunek
pomocniczy)
G14
Punkt zmiany narzędzia (patrz strona 140)
A
Kąt początkowy definiuje zakres obróbki w punkcie
początkowym konturu
W
Kąt końcowy definiuje zakres obróbki w punkcie
końcowym konturu