4 cykle skrawania – HEIDENHAIN SW 54843x-03 Instrukcja Obsługi
Strona 195
HEIDENHAIN MANUALplus 620
195
4.4 Cykle skrawania
Rodzaj obróbki dla dostępu do bazy danych: obróbka zgrubna
Wykonanie cyklu
1 oblicza podział skrawania (wcięcia) przy uwzględnieniu naddatku
półwyrobu J
J=0: korekcja ostrzy narzędzia zostaje uwzględniona. W ten
sposób mogą pojawić się różne wcięcia w materiał w kierunku
planowym i wzdłużnym.
J\>0: w kierunku wzdłużnym i planowym zostaje
wykorzystywane to samo wcięcie.
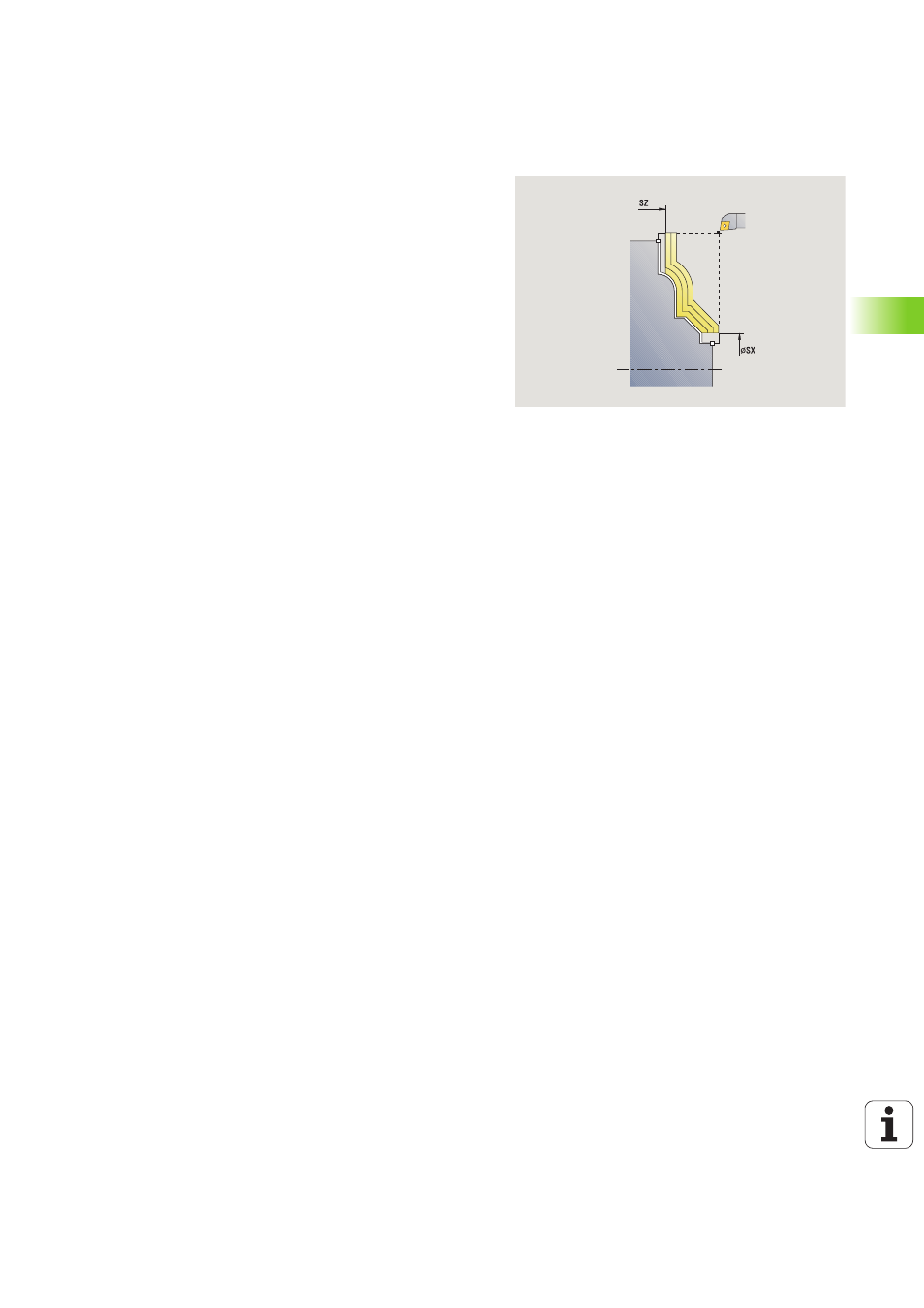
2 dosuwa wychodząc z punktu startu równolegle do osi dla
pierwszego przejścia
3 skrawa odpowiednio do obliczonego podziału skrawania
4 powraca i dosuwa dla następnego przejścia
5 powtarza 3..00,4, aż zdefiniowany obszar zostanie skrawany
6 powraca równolegle do osi do punktu startu
7 przejazd odpowiednio do nastawienia G14 na punkt zmiany
narzędzia
G47
Odstęp bezpieczeństwa (patrz strona 140)
G14
Punkt zmiany narzędzia (patrz strona 140)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
BP
Czas trwania przerwy: okres czasu dla przerwania ruchu
posuwowego. Poprzez przerywany (o nieciągłym
działaniu) posuw można dokonywać łamania wióra.
BF
Czas trwania posuwu: przedział czasu do następnej
przerwy. Poprzez przerywany (o nieciągłym działaniu)
posuw można dokonywać łamania wióra.
XA, ZA
Punkt początkowy półwyrobu (działa tylko, jeśli nie
zaprogramowano półwyrobu):
XA, ZA nie zaprogramowane: kontur półwyrobu zostaje
obliczony z pozycji narzędzia i konturu ICP.
XA, ZA zaprogramowane: definicja punktu narożnego
konturu półwyrobu.
A
Kąt najazdu (baza: oś Z) – (default: ortogonalnie do osi Z)
W
Kąt odjazdu (baza: oś Z) – (default: równolegle do osi Z)
MT
M po T: M-funkcja, wykonywana po wywołaniu narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.
MFE
M na końcu: funkcja M, wykonywana na końcu etapu
obróbki.
WP
Wskazanie, z jakim wrzecionem przedmiotowym zostaje
odpracowany cykl (zależnie od maszyny)
Napęd główny
Przeciwwrzeciono dla obróbki strony tylnej