4 komp atybilno ść w programach din – HEIDENHAIN SW 54843x-02 Instrukcja Obsługi
Strona 616
616
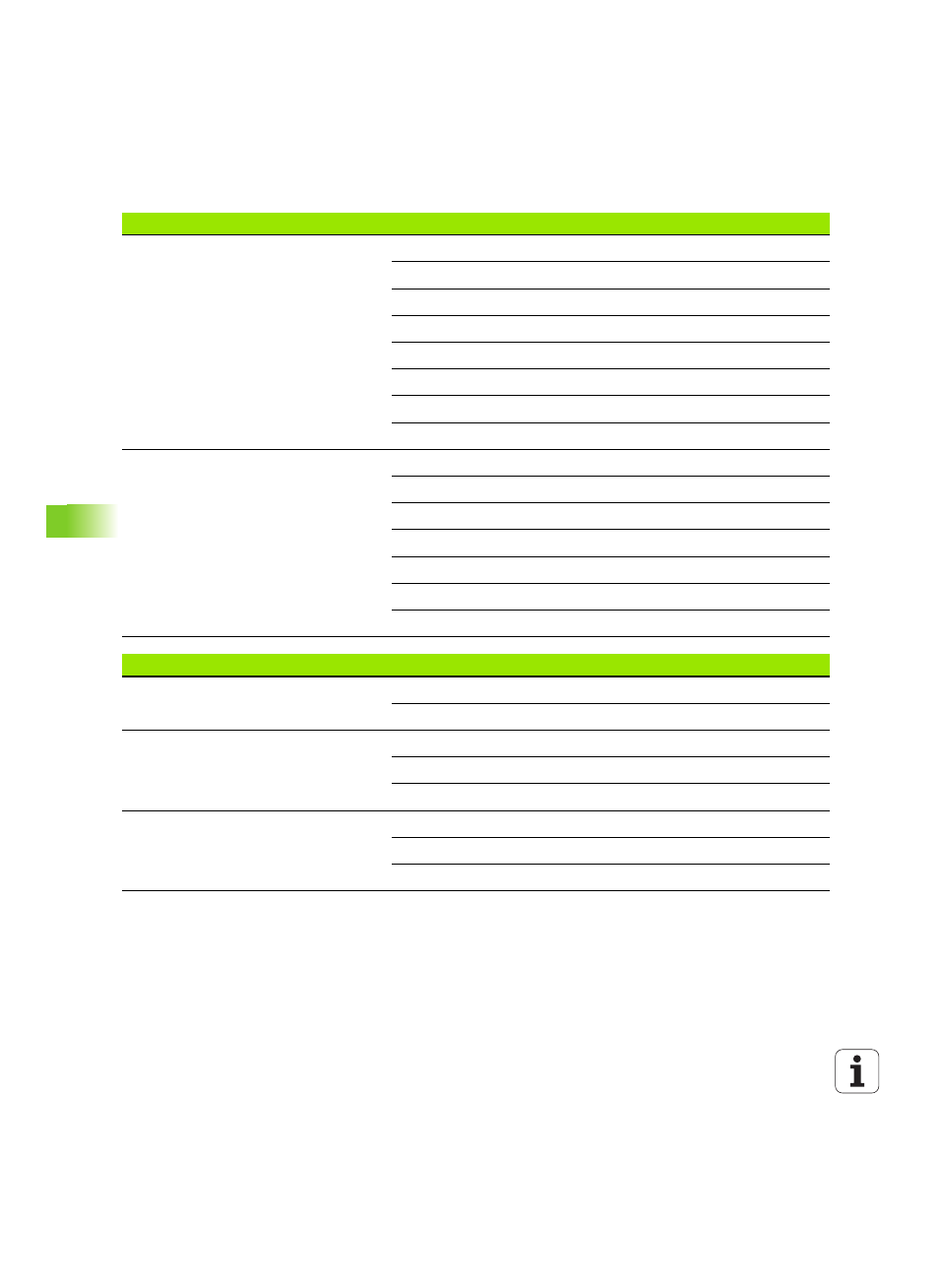
Tabele i przegląd informacji
9.4 Komp
atybilno
ść
w programach DIN
Cykle toczenia związane z przebiegiem
konturu
G810 Cykl obróbki zgrubnej wzdłużnie
þ
G820 Cykl obróbki zgrubnej planowo
þ
G830 cykl obróbki zgrubnej równolegle do konturu
þ
G835 równolegle do konturu z neutralnym narzędziem
þ
G860 uniwersalny cykl nacinania
þ
G866 prosty cykl nacinania
þ
G869 cykl toczenia poprzecznego
þ
G890 cykl obróbki na gotowo
þ
Cykle gwintowania
G31 Cykl gwintowania
þ
G32 prosty cykl gwintowania
þ
G33 pojedyńcze nacinanie gwintu
þ
G933 wyłącznik gwintu
–
G799 frezowanie gwintu osiowo
þ
G800 frezowanie gwintu płaszczyzna XY
þ
G806 frezowanie gwintu płaszczyzna YZ
þ
Polecenia synchronizacji
Przyporządkowanie konturu i obróbki
G98 przyporządkowanie wrzeciona i obrabianego przedmiotu
–
G99 grupa obrabianych przedmiotów
Synchronizacja suportów
G62 jednostronna synchronizacja
G63 synchroniczny start odcinków
G162 wyznaczenie znacznika synchronizacji
Powielanie konturu
G702 powielanie konturu zapisać/ładować
þ
G703 powielanie konturu on/off
þ
G706 K-default-rozgałęzienie
–
Cykle dla obróbki toczeniem