Gwintowanie osiowo, 7 cykle wiercenia – HEIDENHAIN SW 54843x-02 Instrukcja Obsługi
Strona 301
HEIDENHAIN MANUALplus 620
301
4.7 Cykle wiercenia
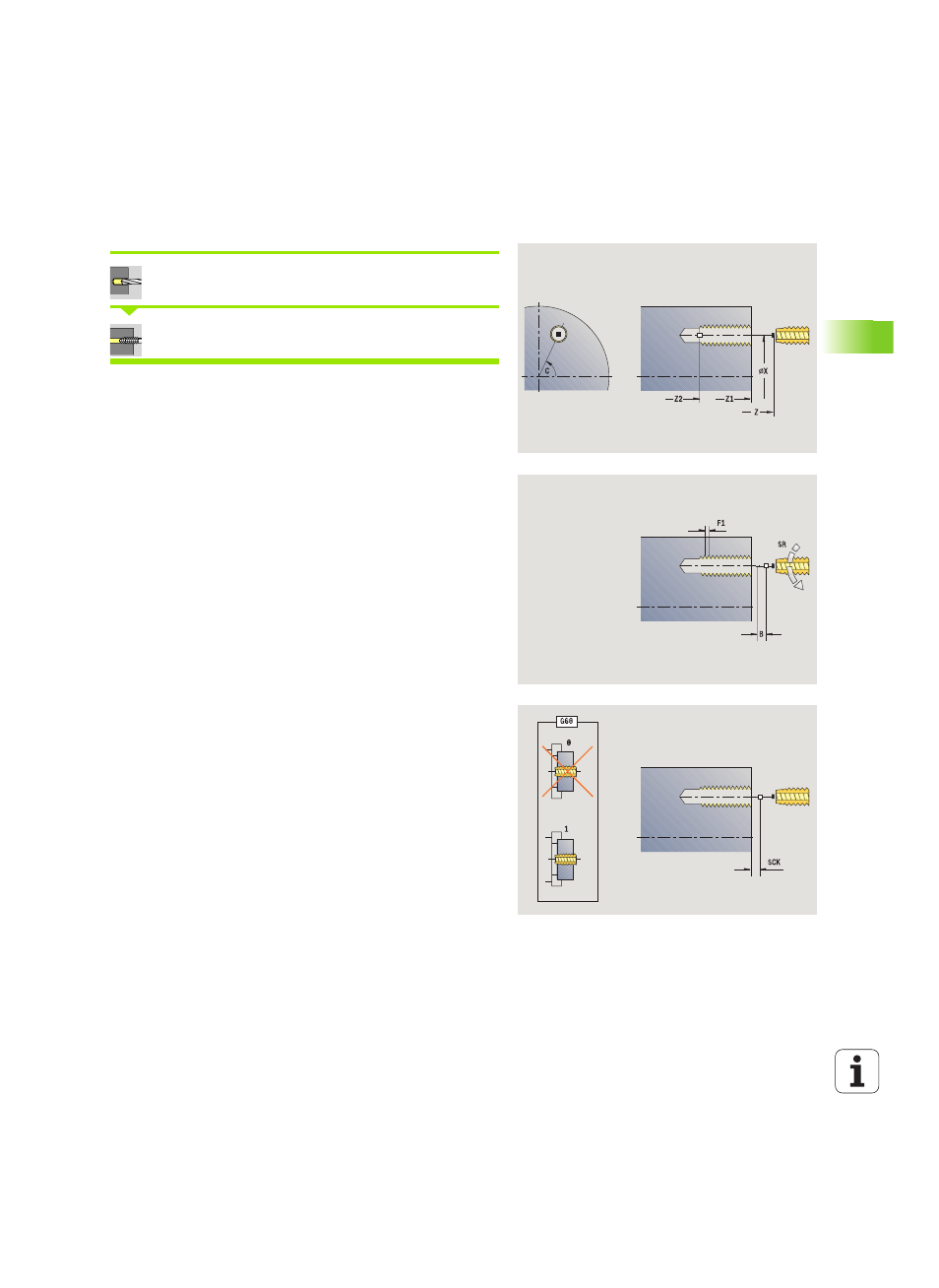
Gwintowanie osiowo
Wiercenie wybrać
Gwintowanie osiowo wybrać
Cykl nacina gwint na powierzchni czołowej.
Znaczenie długości wyciągania: proszę używać tego parametru dla
tuleji zaciskowych z kompensowaniem długości. Cykl oblicza na
podstawie głębokości gwintu, zaprogramowanego skoku i długości
wyciągania nowy nominalny skok. Nominalny skok jest nieco mniejszy
niż skok gwintownika. Przy wytwarzaniu gwintu, wiertło zostaje
wysunięte z uchwytu mocującego o długość wyciągania. Za pomocą
tej metody osiąga się lepszy czas żywotności w przypadku
gwintowników.
Parametry cyklu
X, Z
Punkt startu
C
Kąt wrzeciona (pozycja osi C) – (default: aktualny kąt
wrzeciona)
Z1
Punkt startu odwiertu (default: odwiert od „Z“)
Z2
punkt koőcowy odwiertu
F1
Skok gwintu (= posuw) (default: posuw z opisu narzędzia)
B
Długość dobiegu, aby osiągnąć zaprogramowane obroty i
posuw (default: 2 * skok gwintu F1)
SR Prędkość obrotowa przy powrocie dla szybkiego powrotu
(standard: ta sama prędkość obrotowa jak przy
gwintowaniu)
L
Długość wyciągania przy zastosowaniu tuleji zaciskowych
z kompensacją długości (default: 0)
SCK Odstęp bezpieczeństwa (patrz strona 130)
G60 Dezaktywować strefę ochronną dla operacji wiercenia
0: aktywny
1: nieaktywny
G14
Punkt zmiany narzędzia (patrz strona 130)
T
Numer miejsca w rewolwerze
ID Narzędzie ID-numer
S
Obroty/prędkość skrawania
MT
M po T: M-funkcja, wykonywana po wywołaniu
narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.