4 cykle skrawania – HEIDENHAIN SW 54843x-02 Instrukcja Obsługi
Strona 148
148
Programowanie cykli
4.4 Cykle skrawania
4.4 Cykle skrawania
Kierunki skrawania i dosuwu dla cykli skrawania
MANUALplus ustala kierunek skrawania i wcięcia na podstawie
parametrów cyklu.
Normalny tryb: parametry punktu startu X, Z (tryb pracy ręcznej
„momentalna pozycja narzędzia”) i początek konturu X1/koniec
konturu Z2 są miarodajne.
Rozszerzony tryb: parametry punktu początkowego konturu X1,
Z1 i punkt końcowy konturu X2, Z2 są miarodajne.
Cykle ICP: parametry punkt startu X, Z (tryb pracy ręcznej
„momentalna pozycja narzędzia”) i punkt startu konturu ICP są
miarodajne.
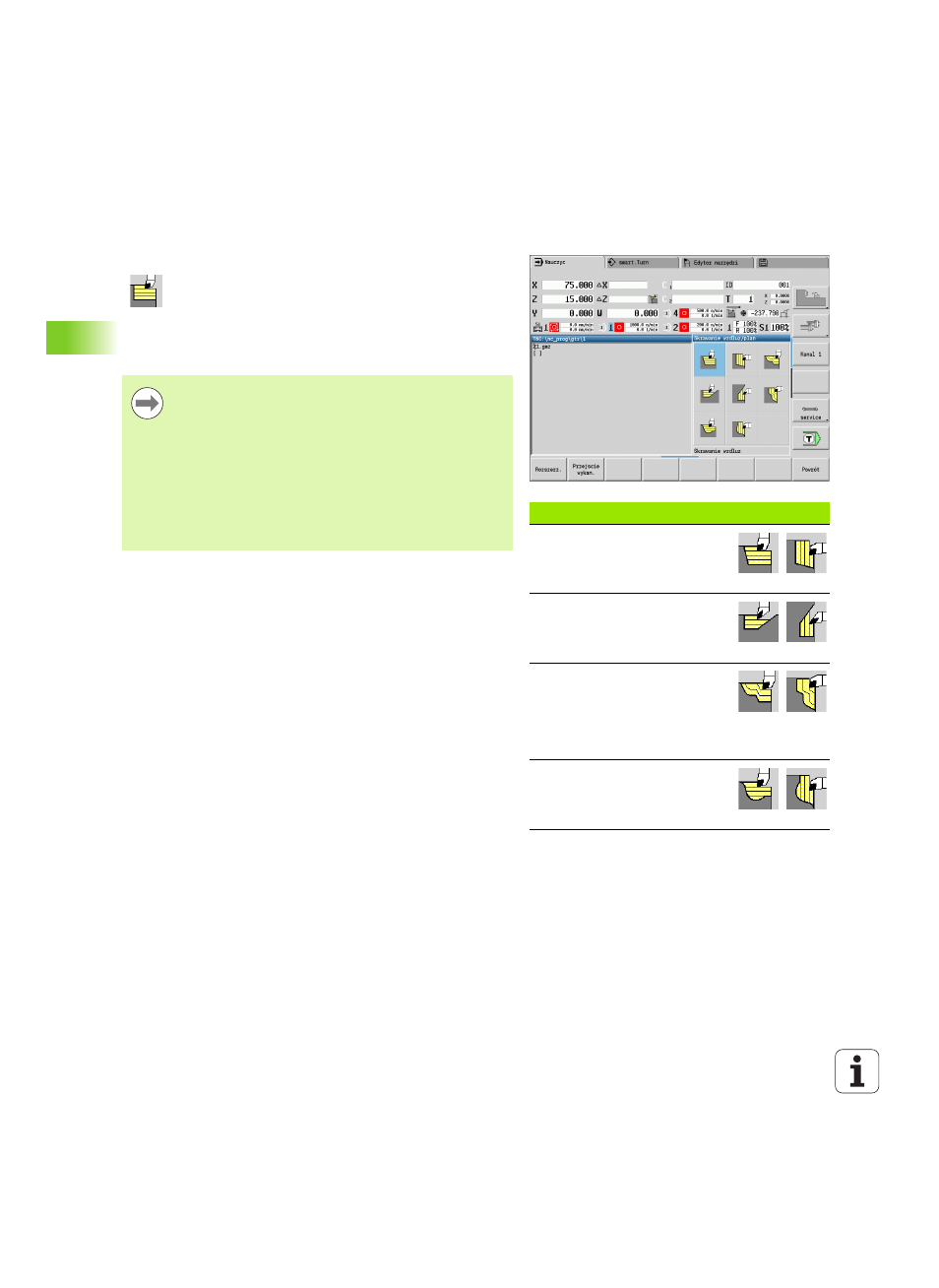
Cykle skrawania
Symbol
Skrawanie wzdłużne/planowe
Cykle obróbki zgrubnej i
wykańczającej dla prostych
konturów
Pogłębianie wzdłużne/planowe
Cykle obróbki zgrubnej i
wykańczającej dla prostych
konturów
ICP-równolegle do konturu
wzdłuż/plan
Cykle obróbki zgrubnej i
wykańczającej dla dowolnych
konturów (linie przejść równolegle
do części gotowej)
ICP-skrawanie wzdłuż/plan
Cykle obróbki zgrubnej i
wykańczającej dla dowolnych
konturów
Cykle skrawania obrabiają zgrubnie i na gotowo proste
kontury w normalnym trybie i skomplikowane kontury w
trybie rozszerzonym.
ICP-cykle skrawania obrabiają opisane z ICP kontury
patrz “ICP-kontury” na stronie 368.
Podział przejść: sterowanie MANUALplus oblicza
wcięcie, które to <=głębokość wcięcia P . „Przejście
szlifowania“ zostaje w ten sposób wyeliminowane.
Naddatki: są uwzględnianie w „rozszerzonym trybie“.
Korekcja promienia ostrza: zostaje przeprowadzona
Odstęp bezpieczeństwa po przejściu:
Normalny tryb: 1 mm
Rozszerzony tryb: zostaje nastawiony oddzielnie dla
obróbki wewnętrznej i zewnętrznej (patrz “Lista