Hypertherm Powermax45 Rev.1 Instrukcja Obsługi
Strona 71
DZIAŁANIE
powermax
45
Instrukcja serwisowa
4-11
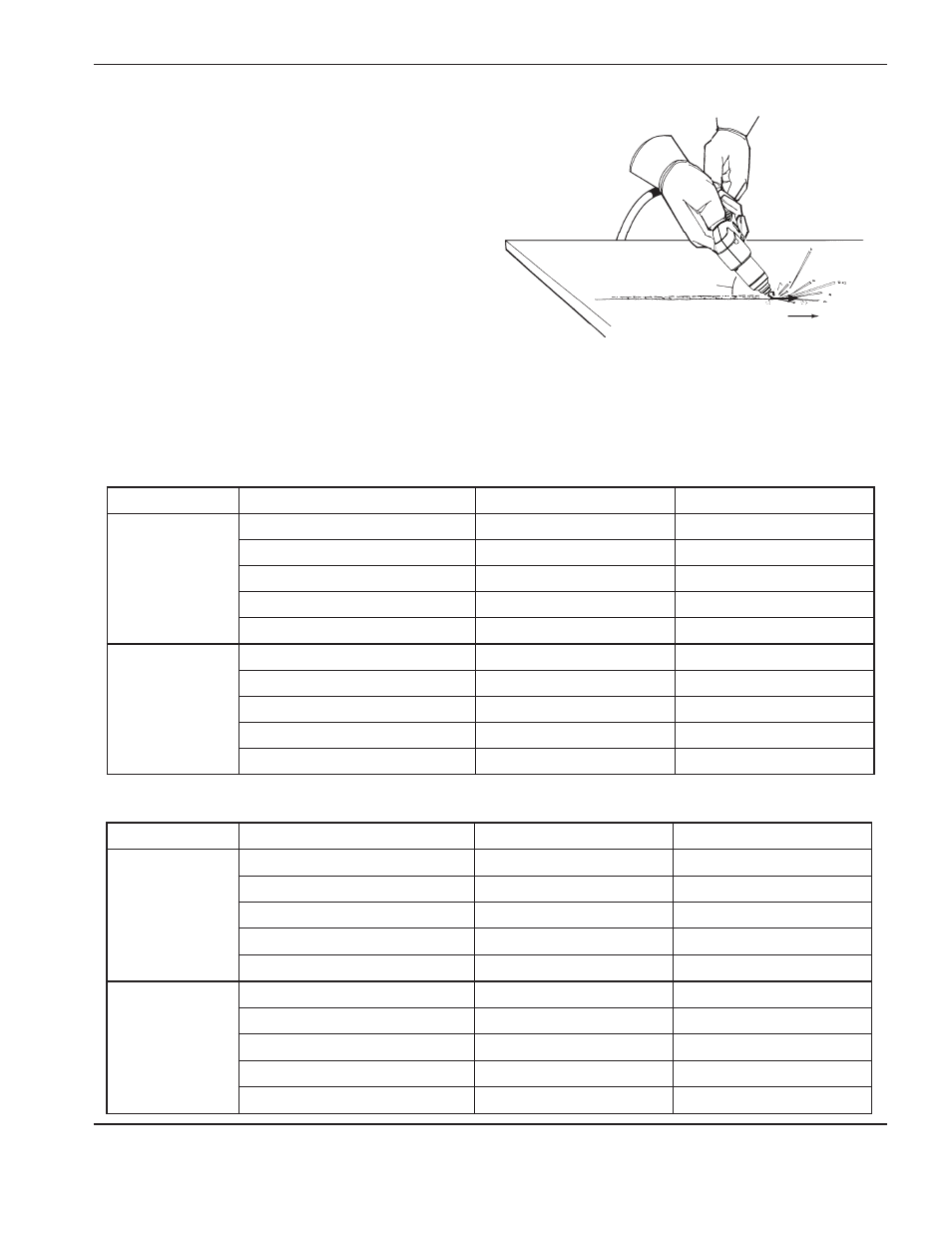
Kierunek przesuwu
45°
Uwaga: W celu zapewnienia lepszej ochrony dłoni i palnika można nabyć osłonę termiczną (numer części 220049).
3. Żłobiąc, utrzymuj palnik pod kątem ok. 45° do
elementu obrabianego.
Innymi słowy, należy popychać łuk plazmowy
w kierunku tworzonego żłobienia. Należy
utrzymywać niewielką odległość między końcówką
palnika i stopionym metalem, aby uniknąć
skrócenia trwałości materiału eksploatacyjnego
i uszkodzenia palnika.
Zmiana kąta palnika powoduje zmianę rozmiarów
żłobienia.
Można regulować głębokość żłobienia, zmieniając kąt ustawienia palnika względem elementu obrabianego. W poniższych
tabelach podano profil żłobienia dotyczący kątów 45° i 60° w przypadku stali miękkiej oraz stali nierdzewnej.
Profil żłobienia w stali miękkiej
Kąt palnika
Szybkość
Szerokość
Głębokość
45°
254 mm/min
7,75 mm
1,05 mm
508 mm/min
6,50 mm
2,94 mm
762 mm/min
5,76 mm
1,87 mm
1016 mm/min
5,30 mm
1,31 mm
1270 mm/min
4,73 mm
1,03 mm
60°
254 mm/min
8,06 mm
4,18 mm
508 mm/min
6,15 mm
2,39 mm
762 mm/min
6,00 mm
1,39 mm
1016 mm/min
5,80 mm
1,21 mm
1270 mm/min
4,61 mm
0,73 mm
Kąt palnika
Szybkość
Szerokość
Głębokość
45°
254 mm/min
6,37 mm
3,05 mm
508 mm/min
5,74 mm
1,96 mm
762 mm/min
5,28 mm
1,09 mm
1016 mm/min
4,83 mm
1,73 mm
1270 mm/min
4,42 mm
1,47 mm
60°
254 mm/min
6,55 mm
5,92 mm
508 mm/min
6,42 mm
2,01 mm
762 mm/min
5,92 mm
1,45 mm
1016 mm/min
5,36 mm
1,10 mm
1270 mm/min
5,09 mm
0,82 mm
Profil żłobienia w stali nierdzewnej