2 programy otwierać i zapisywać, Definiowanie półwyrobu: blk form, Programy otwierać i zapisywać – HEIDENHAIN TNC 640 (34059x-02) Instrukcja Obsługi
Strona 95: Patrz "programy otwierać i, Programy otwierać i zapisywać 3.2
Programy otwierać i zapisywać
3.2
3
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 10/2013
95
3.2
Programy otwierać i zapisywać
Struktura programu NC tekstem otwartym
HEIDENHAIN-format
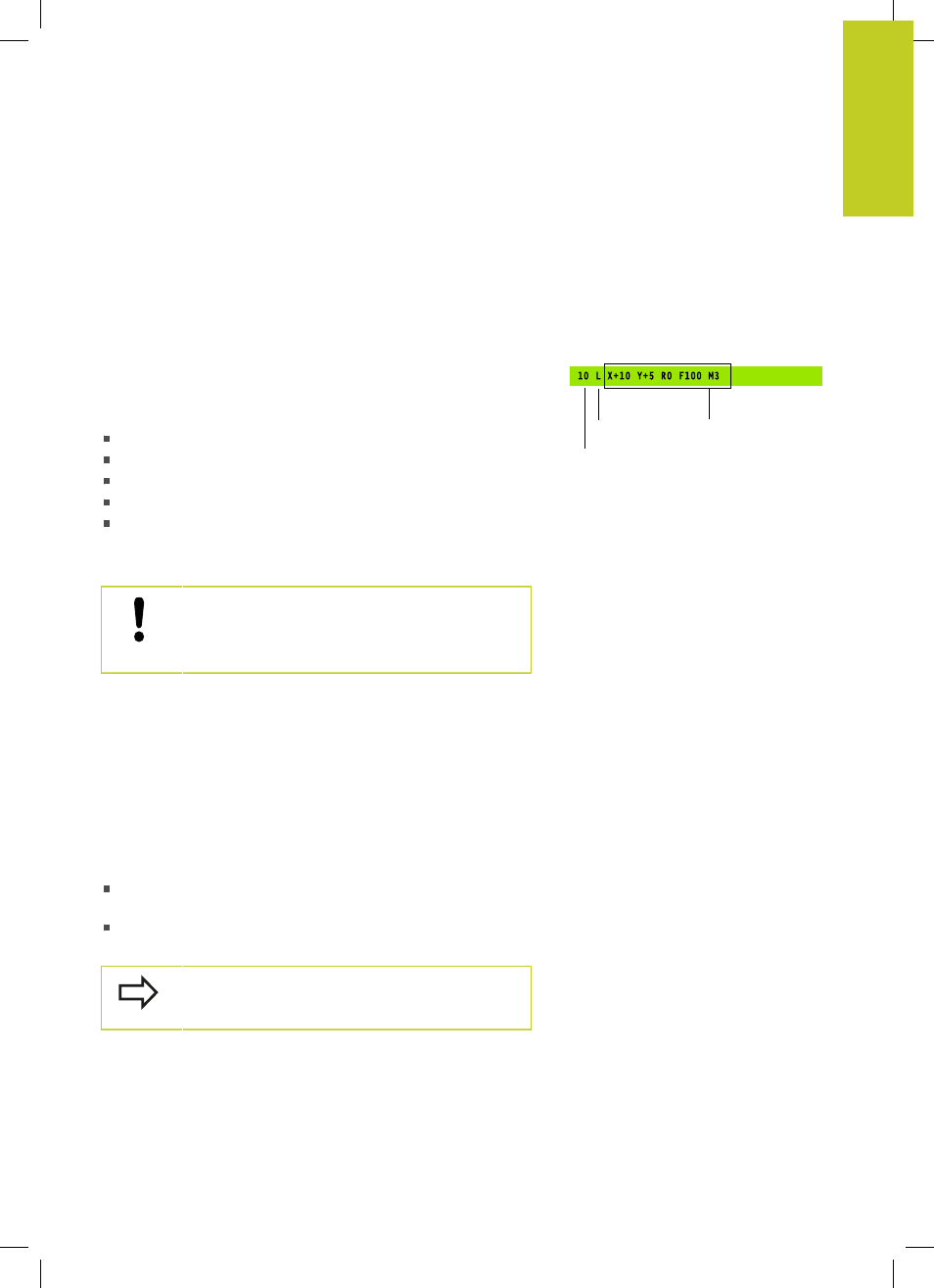
Program obróbki składa się z wielu wierszy danych programu.
Ilustracja po prawej stronie pokazuje elementy pojedyńczego
wiersza.
TNC numeruje bloki programu obróbki w rosnącej kolejności.
Pierwszy wiersz programu oznaczony jest z BEGIN PGM, nazwą
programu oraz obowiązującą jednostką miary.
Następujące po nim wiersze zawierają informacje o:
obrabianym przedmiocie
Wywołania narzędzi
najazd na bezpieczną pozycję
posuwy i prędkości obrotowe
ruchy kształtowe, cykle i inne funkcje
Ostatni wiersz programu oznaczony jest przy pomocy END PGM,
nazwy programu i obowiązującej jednostki miary.
Firma HEIDENHAIN zaleca, zasadniczo wykonywać
najazd na bezpieczną pozycję po wywołaniu
narzędzia, z której to TNC może pozycjonować
bezkolizyjnie dla obróbki!
Block number
Path functions
Words
Block
Definiowanie półwyrobu: BLK FORM
Bezpośrednio po otwarciu nowego programu proszę zdefiniować
nie obrobiony przedmiot w kształcie prostopadłościanu. Aby
zdefiniować w późniejszym czasie półwyrób, proszę nacisnąć
klawisz SPEC FCT, softkey WYTYCZNE PROGRAMU a następnie
softkey BLK FORM. TNC potrzebna jest ta definicja dla symulacji
graficznych. Boki prostopadłościanu mogę być maksymalnie
100 000 mm długie i leżą równolegle do osi X,Y i Z. Półwyrób jest
określony poprzez swoje dwa punkty narożne:
MIN-punkt: najmniejsza współrzędna X, Y i Z prostopadłościanu;
proszę wprowadzić wartości bezwzględne
MAX-punkt: największa X,Y i Z współrzędna prostopadłościanu;
proszę wprowadzić wartości bezwzględne lub inkrementalne
Definicja półwyrobu jest tylko wtedy konieczna, kiedy
chcemy przetestować graficznie program!