Wstęp – HEIDENHAIN TNC 640 (34059x-02) Instrukcja Obsługi
Strona 460
Programowanie: obróbka toczeniem
14.1 Obróbka toczeniem na frezarkach (opcja software 50)
14
460
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 10/2013
14.1
Obróbka toczeniem na frezarkach
(opcja software 50)
Wstęp
Na specjalnych typach frezarek jest możliwym wykonywanie
zarówno obróbki frezowaniem jak i toczeniem. W ten sposób
możliwe jest przeprowadzenie kompletnej obróbki przedmiotu bez
zmiany zamocowania na jednej maszynie, nawet jeśli konieczne są
skomplikowane operacje frezarskie i tokarskie.
Obróbka toczeniem jest operacją skrawania, przy której obrabiany
przedmiot się obraca i w ten sposób zostaje wykonywane
przemieszczenie skrawania. Zamocowane w uchwycie narzędzie
wykonuje ruchy wcięcia w materiał i ruchy posuwowe. Zabiegi
tokarskie są podzielone, w zależności od kierunku obróbki i
postawionego zadania, na różne metody wytwarzania, np. toczenie
wzdłużne, toczenie planowe, toczenie poprzeczne lub toczenie
gwintu. TNC oferuje dla najróżniejszych metod wytwarzania
odpowiednio kilka cykli: patrz instrukcja obsługi dla operatora,
rozdział "Toczenie".
Na TNC można przechodzić w prosty sposób w jednym programie
NC od trybu frezowania na tryb toczenia i odwrotnie. Podczas
trybu toczenia stół obrotowy służy jako wrzeciono tokarki a
wrzeciono frezarskie z narzędziem pozostaje nieruchome. W ten
sposób można wytwarzać rotacyjnie symetryczne kontury. Punkt
odniesienia (preset) musi znajdować się w centrum wrzeciona
tokarki.
Menedżer danych narzędzi tokarskich uwzględnia inne opisy
geometryczne, jak to ma miejsce dla narzędzi frezarskich lub
wiertarskich. Przykładowo konieczna jest definicja promienia
ostrza, aby móc wykonać korekcję promienia ostrza. TNC posiada
do dyspozycji w tym celu specjalnego menedżera dla narzędzi
tokarskich patrz "Dane narzędzi", Strona 467.
Dla obróbki dostępne są rozmaite cykle. Można wykorzystywać je
także z osiami nachylenia: Strona 479
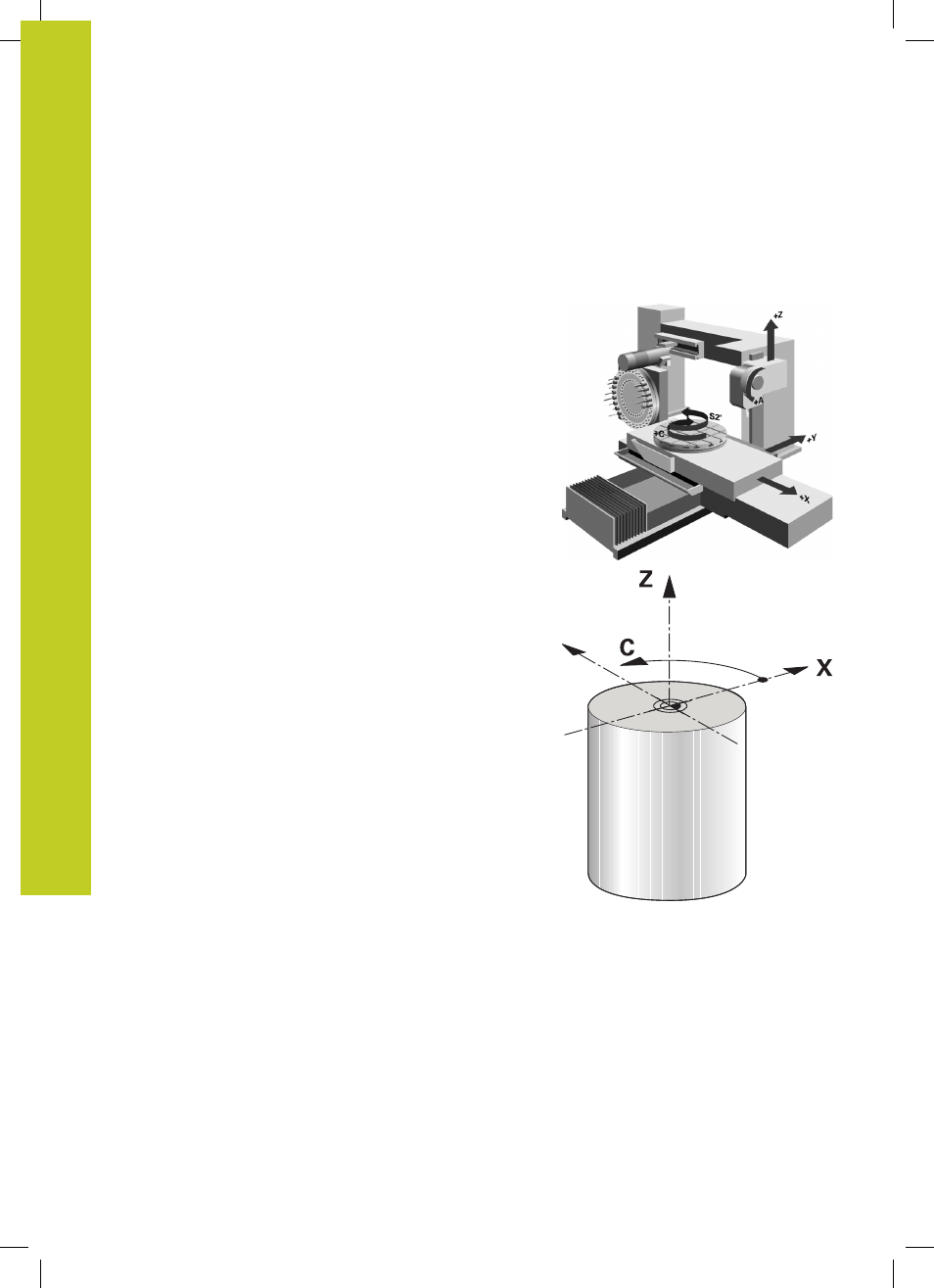
Układ osi jest tak określony przy toczeniu, iż współrzędne X opisują
średnicę obrabianego przedmiotu a współrzędne Z pozycje wzdłuż.
Programowanie następuje zatem zawsze na płaszczyźnie
XZ. Które osie maszyny są wykorzystywane dla wykonywania
przemieszczeń zależy od danej kinematyki maszyny i jest
określane przez producenta maszyn. I tak programy NC z funkcjami
toczenia są szerokim stopniu wymienialne i niezależne od typu
maszyny.