Przykład: sk-programowanie 1 – HEIDENHAIN TNC 640 (34059x-02) Instrukcja Obsługi
Strona 238
Programowanie: programowanie konturów
6.6
Ruchy na torze kształtowym – Programowanie dowolnego konturu
FK
6
238
TNC 640 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 10/2013
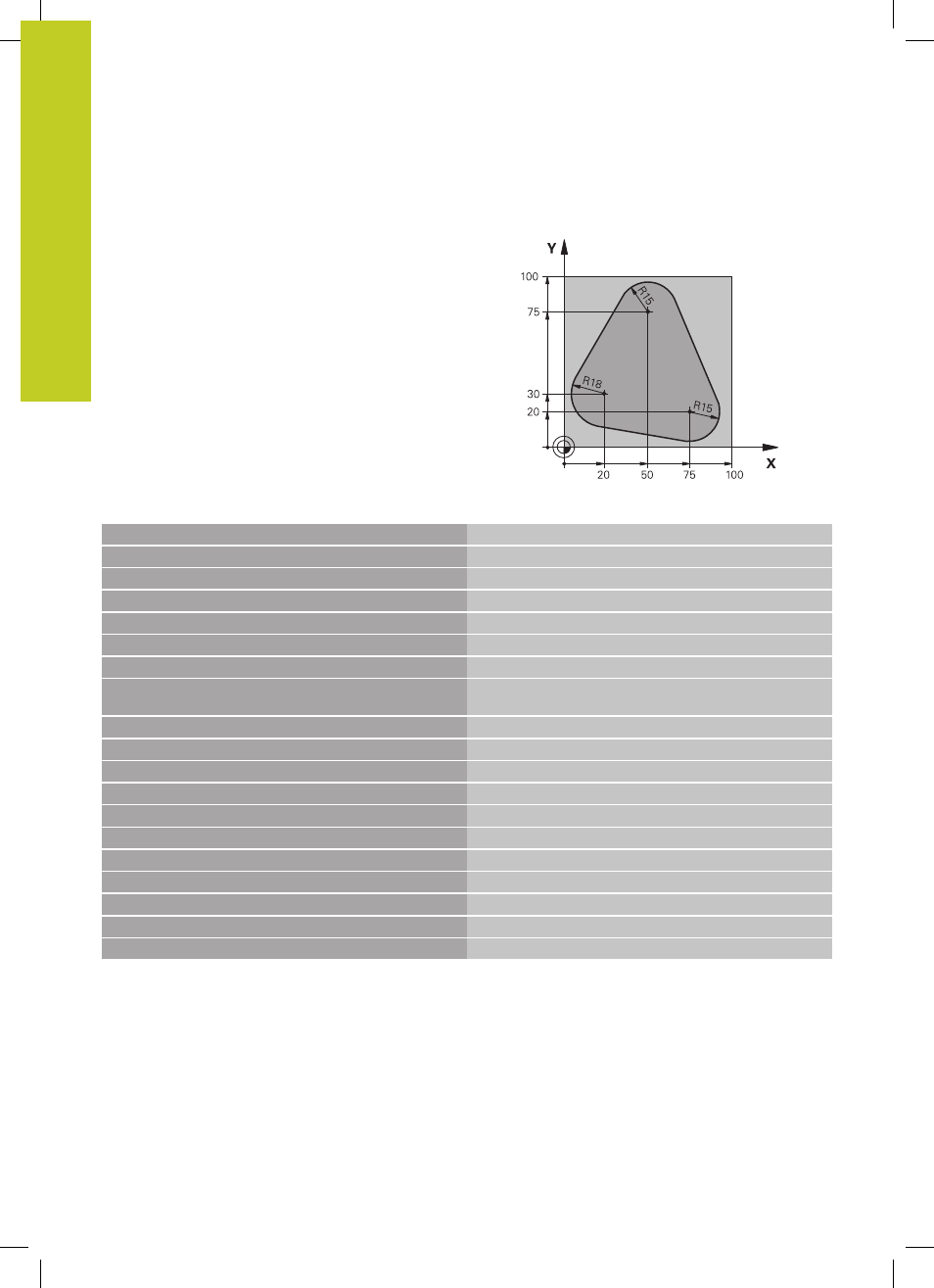
Przykład: SK-programowanie 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja półwyrobu
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Wywołanie narzędzia
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 L X-20 Y+30 R0 FMAX
Pozycjonować wstępnie narzędzie
6 L Z-10 R0 F1000 M3
Przemieścić narzędzie na głębokość obróbki
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Dosunąć narzędzie do konturu na okręgu z przejściem
tangencjalnym
8 FC DR- R18 CLSD+ CCX+20 CCY+30
SK-fragment:
9 FLT
Do każdego elementu konturu zaprogramować znane dane
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Opuścić kontur po okręgu tangencjalnie
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
18 END PGM FK1 MM