HEIDENHAIN TNC 620 (81760x-02) Cycle programming Instrukcja Obsługi
Strona 435
TS KALIBROWANIE DŁUGOSCI
(cykl 461, DIN/ISO: G461, opcja software 17)
16.7
16
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
435
16.7
TS KALIBROWANIE DŁUGOSCI
(cykl 461, DIN/ISO: G461, opcja
software 17)
Przebieg cyklu
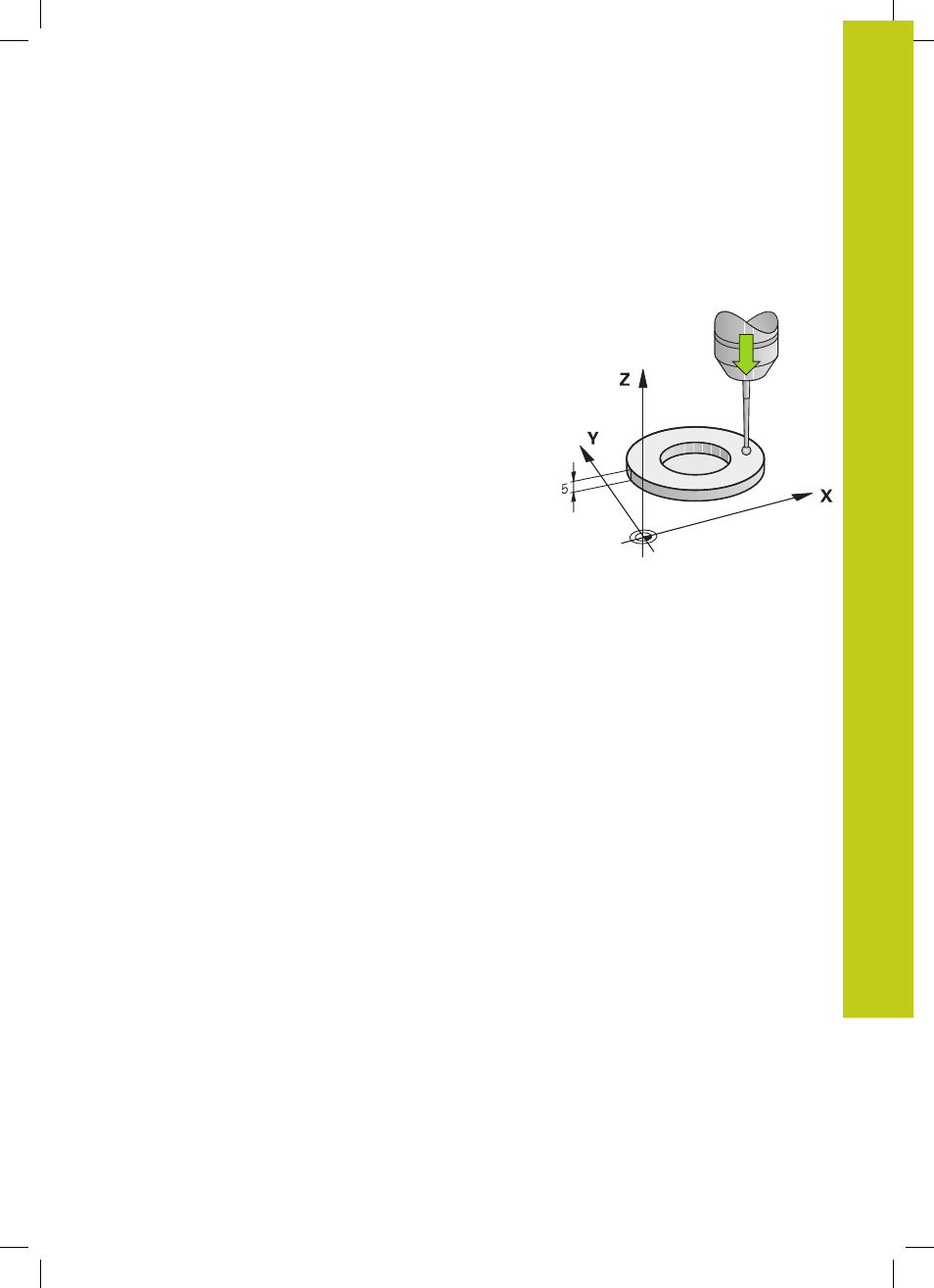
Zanim rozpoczniemy cykl kalibrowania, należy tak wyznaczyć
punkt odniesienia w osi wrzeciona, iż na stole maszynowym Z=0
oraz układ pomiarowy wypozycjoować wstępnie nad pierścieniem
kalibrującym.
Podczas operacji kalibrowania zostaje utworzony automatycznie
protokół pomiaru. Protokół ten nosi nazwę TCHPRAUTO.html.
Miejsce zachowania tego pliku jest to samo jak miejsce zachowania
pliku wyjściowego. Protokół pomiaru może być wyświetlany na
sterowaniu przy pomocy przeglądarki. Jeżeli w jednym programie
zostaje wykorzystywanych kilka cykli dla kalibrowania sondy
pomiarowej, to wszystkie protokoły pomiaru znajdują się pod
TCHPRAUTO.html.
1 TNC orientuje układ pomiarowy pod kątem CAL_ANG z tabeli
układów pomiarowych (tylko jeśli układ jest orientowalny)
2 TNC dokonuje próbkowania z aktualnej pozycji w ujemnym
kierunku osi wrzeciona z posuwem próbkowania (kolumna F z
tabeli układów pomiarowych)
3 Następnie TNC pozycjonuje układ impulsowy z posuwem
szybkim (kolumna FMAX z tabeli układów pomiarowych) z
powrotem na pozycję startu