Parametry cyklu – HEIDENHAIN TNC 620 (81760x-02) Cycle programming Instrukcja Obsługi
Strona 198
Cykle obróbkowe: kieszeń konturu
7.7
OBROBKA NA GOTOWO DNA (cykl 23, DIN/ISO: G123, opcja
software 19)
7
198
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 5/2015
Uwaga niebezpieczeństwo kolizji!
Po wykonaniu cyklu SL należy zaprogramować
pierwszy ruch przemieszczenia na płaszczyźnie
obróbki z obydwoma współrzędnymi,
np.L X+80 Y+0 R0 FMAX.
Proszę pozycjonować po zakończeniu cyklu
narzędzie na płaszczyźnie nie inkrementalnie, a
na absolutną pozycję, jeśli ustawiono parametry
ConfigDatum, CfgGeoCycle, posAfterContPocket na
ToolAxClearanceHeight.
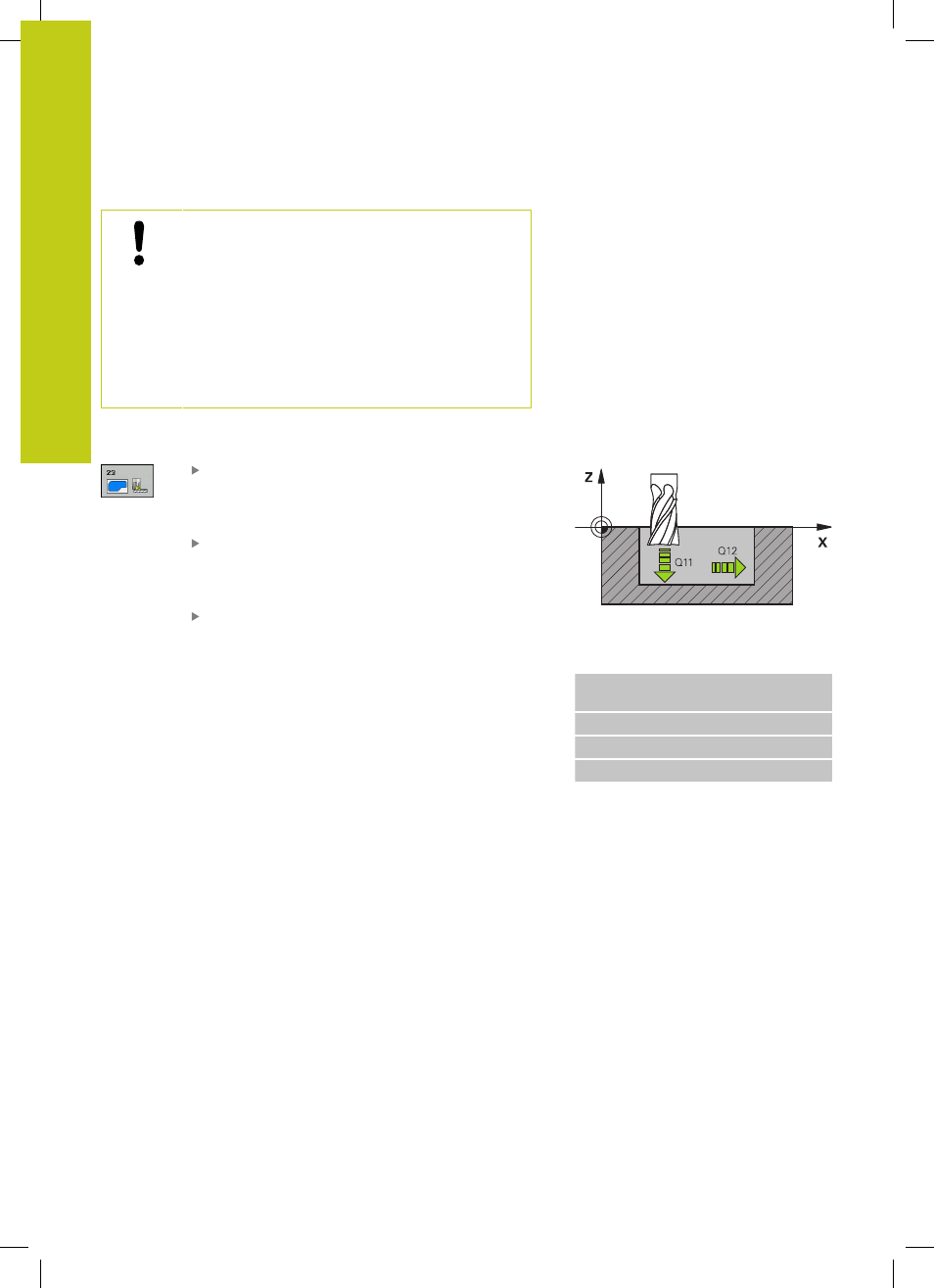
Parametry cyklu
Posuw wcięcia wgłąb
Q11: prędkość
przemieszczenia narzędzia przy wcinaniu w mm/
min. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FAUTO, FU, FZ
Posuw frezowania
Q12: posuw przy ruchach
przemieszczenia na płaszczyźnie obróbki. Zakres
wprowadzenia 0 bis 99999.9999 alternatywnie
FAUTO
, FU, FZ
Posuw ruchu powrotnego
Q208: prędkość
przemieszczenia narzędzia przy wyjeździe po
obróbce w mm/min. Jeśli wprowadzimy Q208=0,
TNC wysuwa narzędzie z materiału z posuwem
Q12. Zakres wprowadzenia 0 do 99999,9999
alternatywnie FMAX,FAUTO
NC-wiersze
60 CYCL DEF 23 OBRÓBKA NA
GOTOWO DNA
Q11=100
;POSUW WCIĘCIA WGŁ.
Q12=350
;POSUW PRZECIĄGANIA
Q208=9999
;POSUW POWROTU