5 sl-cykle – HEIDENHAIN TNC 620 (340 56x-01) Instrukcja Obsługi
Strona 314
314
8 Programowanie: cykle
8.5 SL-cykle
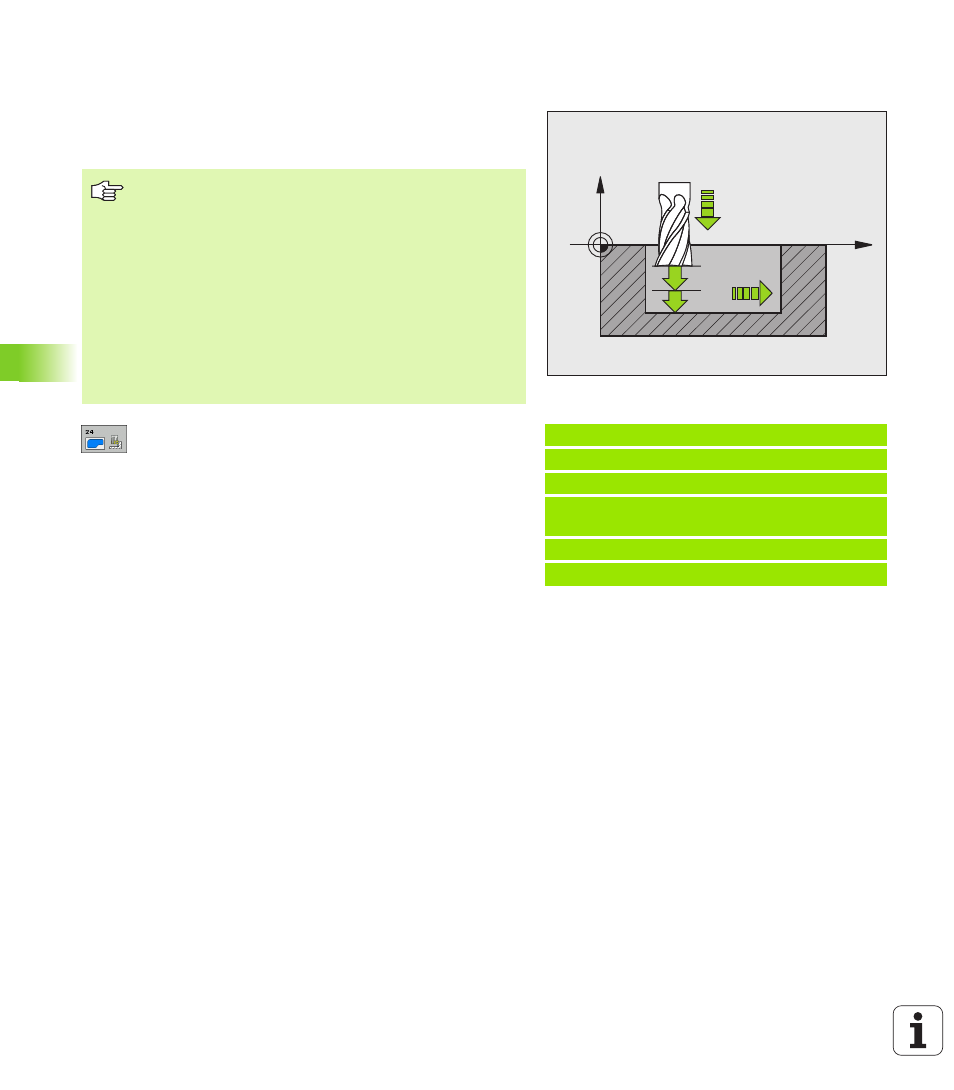
OBROBKA NA GOTOWO BOKU (cykl 24, opcja
software Advanced programming features)
TNC przemieszcza narzędzie na torze kołowym stycznie do konturu
częściowego (wycinkowego). Każdy kontur częściowy zostaje
oddzielnie obrabiany na gotowo.
Kierunek obrotu ? Zgodnie z ruchem wskazówek zegara
= –1 Q9:
Kierunek obróbki:
+1:Obrót w kierunku przeciwnym do RWZ
–1:Obrót w kierunku RWZ
Głębokość dosuwu Q10 (przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte
Posuw dosuwu wgłębnego Q11: posuw wcinania w mm/
min
Posuw rozwiercania Q12: posuw frezowania
Naddatek na obróbkę wykańczającą z boku Q14
(przyrostowo): naddatek dla kilkakrotnej obróbki
wykańczającej; ostatnia warstwa materiału na
obróbkę wykańczającą zostanie rozwercona, jeśli
wprowadzimy Q14 = 0
Példa: NC-wiersze
61 CYCL DEF 24 NA GOTOWO BOK
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GłĘBOKOŚĆ WCIĘCIA
Q11=100 ;POSUW WCIĘCIA W
MATERIAł
Q12=350 ;POSUW PRZECIąGANIA
Q14=+0
;NADDATEK Z BOKU
X
Z
Q11
Q12
Q10
Proszę uwzględnić przed programowaniem
Suma naddatku obróbki na got. boku(Q14) i promienia
narzędzia obróbki na gotowo musi być mniejsza niż suma
naddatku obróbki na got. boku (Q3, cykl 20) i promienia
narzędzia przeciągania.
Jeśli odpracowujemy cykl 24 bez uprzedniego
rozwiercenia przy pomocy cyklu 22, to obowiązuje
pokazane uprzednio obliczeniu; promień rozwiertaka ma
wówczas wartość „0“.
TNC samo ustala punkt startu dla obróbki wykańczającej.
Punkt startu zależy od ilości miejsca w kieszeni i
zaprogramowanego w cyklu 20 naddatku.