HEIDENHAIN TNC 620 (340 56x-01) Instrukcja Obsługi
Strona 142
142
5 Programowanie: narzędzia
5.4 T
rójwymiarowa korekcja narz
ędzia (opcja software 2)
Przykład: format bloku z normalnymi powierzchni i
orientacjąnarzędzia
Posuw F i funkcja dodatkowa M mogą zostać wprowadzone i
zmienione w rodzaju pracy Program wprowadzić do pamięci/edycja.
Współrzędne punktu końcowego prostej i komponenty normalnych
płaszczyznowych muszą być zadane przez CAD-system.
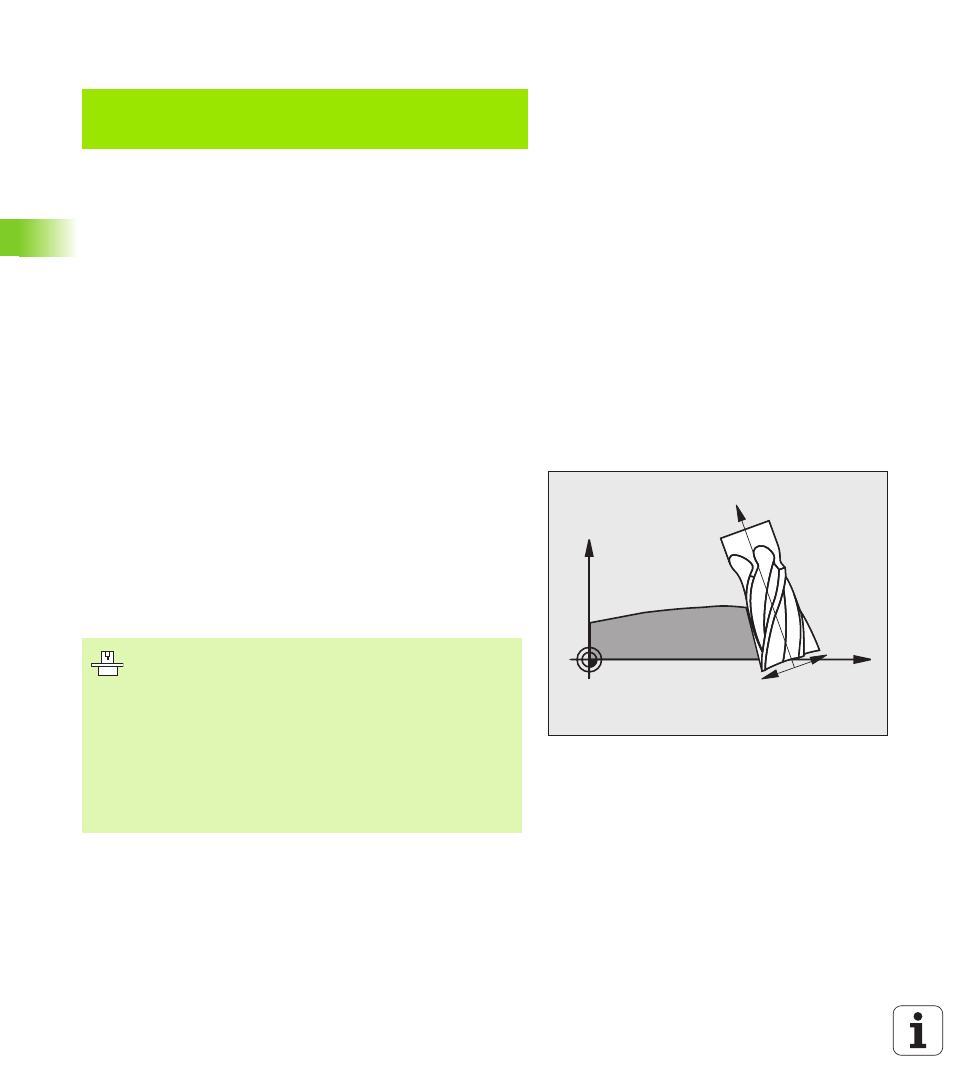
Peripheral Milling: 3D-korekcja promienia z
ustawieniem narzędzia
TNC przesuwa narzędzie prostopadle do kierunku ruchu i prostopadle
do kierunku narzędzia o wartość równą sumie wartości delta DR
(tabela narzędzi i TOOL CALL). Kierunek korekcji określa się przy
pomocy korekcji promienia RL/RR (patrz ilustracja, kierunek ruchu
Y+). Aby TNC mogło osiągnąć zadaną orientację narzędzia, należy
aktywować funkcję M128 (patrz „Position der Werkzeugspitze beim
Positionieren von Schwenkachsen beibehalten (TCPM): M128
(Software-Option 2)” na stronie 308). TNC pozycjonuje następnie osie
obrotu maszyny automatycznie w taki sposób, że narzędzie osiąga
zadane ustawienie z aktywną korekcją.
LN X+31,737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ–0,8764339
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F1000 M128
LN:
Prosta z 3D-korekcją
X, Y, Z:
Skorygowane współrzędne punktu końcowego prostej
NX, NY, NZ: Komponenty normalnych płaszczyznowych
TX, TY, TZ: Komponenty znormowanego wektora dla ustawienia
narzędzia
F:
Posuw
M:
Funkcja dodatkowa
X
Z
RL
RR
Funkcja ta jest możliwa tylko na maszynach, na których
dla konfiguracji osi nachylenia można zdefiniować kąty
przestrzenne Proszę zwrócić uwagę na instrukcję obsługi
maszyny.
TNC nie może na wszystkich maszynach pozycjonować
automatycznie osie obrotu. Proszę zwrócić uwagę na
instrukcję obsługi maszyny.
Proszę uwzględnić, iż TNC wykonuje korekcję o
zdefiniowane wartości delta. Zdefiniowany w tabeli
narzędzi promień narzędzia R nie ma wpływu na korekcję.