Dozwolone formy narzędzi, Użycie innych narzędzi: wartości delta, 3d-korekcja bez ustawienia narzędzia – HEIDENHAIN TNC 620 (340 56x-01) Instrukcja Obsługi
Strona 140
140
5 Programowanie: narzędzia
5.4 T
rójwymiarowa korekcja narz
ędzia (opcja software 2)
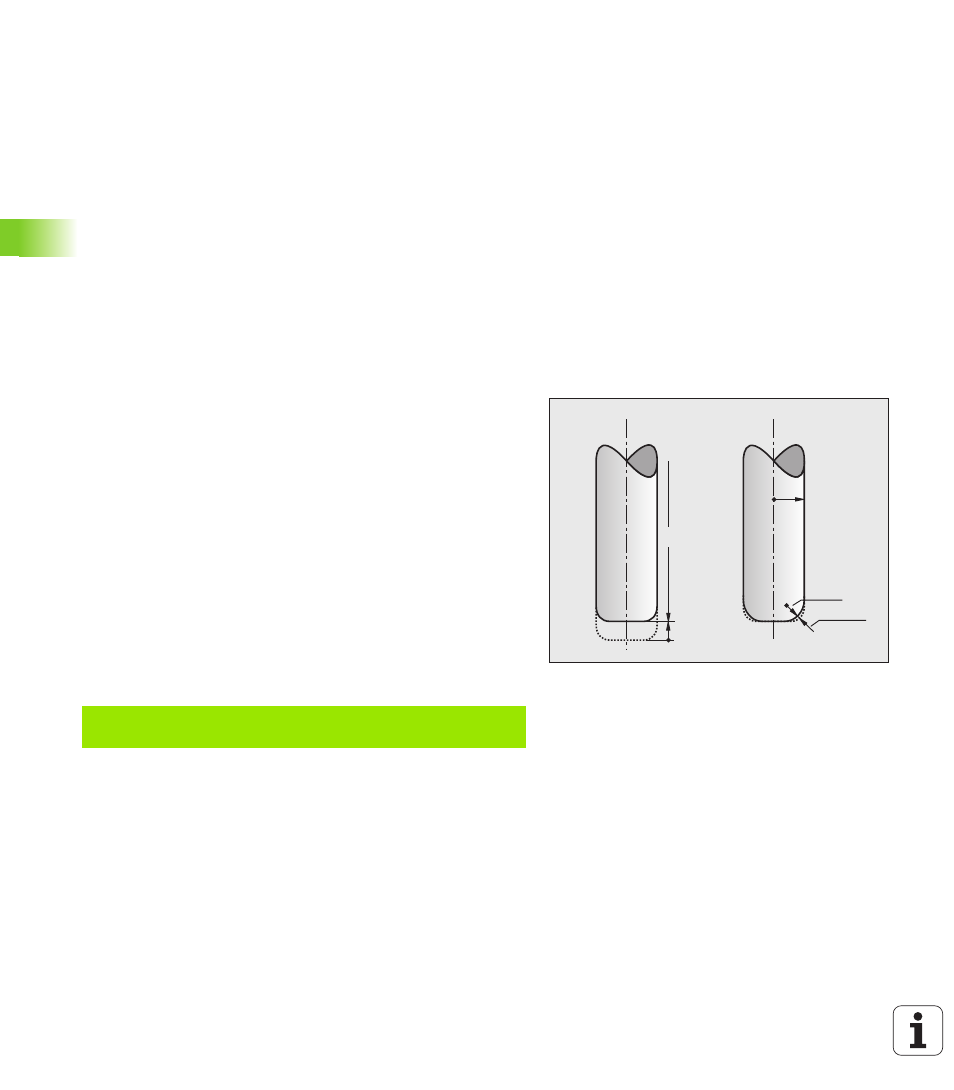
Dozwolone formy narzędzi
Dozwolone formy narzędzi (patrz ilustracja) określa się w tabeli
narzędzi poprzez promienie narzędzi R i R2:
Promień narzędzia R: wymiar od punktu środkowego narzędzia do
strony zewnętrznej narzędzia
Promień narzędzia 2 R2: promień zaokrąglenia od wierzchołka
narzędzia do strony zewnętrznej narzędzia
Stosunek R do R2 określa formę narzędzia:
R2 = 0: frez trzpieniowy
R2 = R: frez kształtowy
0 < R2 < R: frez narożny
Z tych danych wynikają także współrzędne dla punktu odniesienia
narzędzia P
T
.
Użycie innych narzędzi: wartości delta
Jeśli używamy narzędzi, które posiadają inne wymiary niż
przewidziane pierwotnie narzędzia, to proszę wprowadzić różnicę
długości i promieni jako wartości delta do tabeli narzędzi lub do
wywołania narzędzia TOOL CALL :
Pozytywna wartość delta DL, DR, DR2: wymiary narzędzia są
większe niż te narzędzia oryginalnego (naddatek)
Negatywna wartość delta DL, DR, DR2: wymiary narzędzia są
mniejsze niż te narzędzia oryginalnego (niedomiar)
TNC koryguje potem położenie narzędzia o sumę wartości delta z
tabeli narzędzi i bloku wywoływania narzędzi.
3D-korekcja bez ustawienia narzędzia
TNC przesuwa narzędzie w kierunku normalnych płaszczyznowych o
wartość równą sumie wartości delta (tabela narzędzi i TOOL CALL).
Przykład: format bloku z normalnymi powierzchni
Posuw F i funkcja dodatkowa M mogą zostać wprowadzone i
zmienione w rodzaju pracy Program wprowadzić do pamięci/edycja.
Współrzędne punktu końcowego prostej i komponenty normalnych
płaszczyznowych muszą być zadane przez CAD-system.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21.954 Z+33.165
NX+0.2637581 NY+0.0078922 NZ-0.8764339 F1000 M3
LN:
Prosta z 3D-korekcją
X, Y, Z:
Skorygowane współrzędne punktu końcowego prostej
NX, NY, NZ: Komponenty normalnych płaszczyznowych
F:
Posuw
M:
Funkcja dodatkowa