Patrz na, Stronie 176) – HEIDENHAIN iTNC 530 (34049x-08) Pilot Instrukcja Obsługi
Strona 176
Advertising
176
De
finiowanie po
zycji
obróbkowych
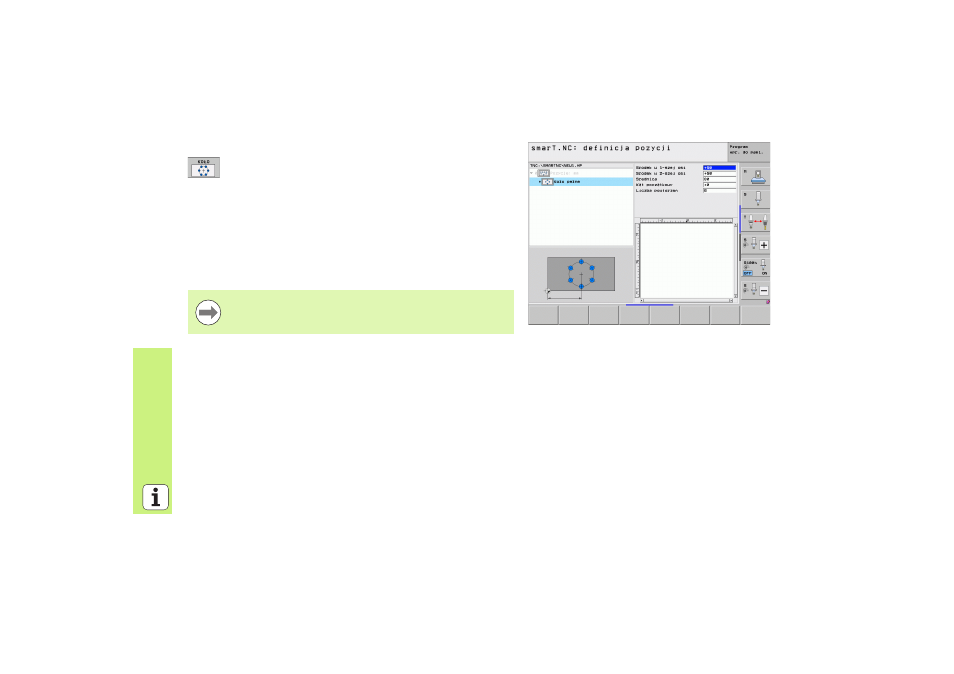
Koło pełne
Punkt środkowy 1.osi: współrzędna punktu środkowego
koła
1
na osi głównej płaszczyzny obróbki
Punkt środkowy 2.osi: współrzędna punktu środkowego
koła
2
na osi pomocniczej płaszczyzny obróbki
Srednica: średnica okręgu
Kąt startu: kąt biegunowy pierwszej pozycji obróbki. Oś
odniesienia: oś główna aktywnej płaszczyzny obróbki (np. X
dla osi narzędzia Z). Możliwa do wprowadzenia wartość
pozytywna lub negatywna
Liczba przejść obrókowych: ogólna liczba pozycji obróbki
na okręgu
smarT.NC oblicza krok kąta pomiędzy dwoma pozycjami
obróbki zawsze z 360° podzielonych przez liczbę zabiegów
obróbkowych.
Advertising
Podręcznik ten jest związany z następujących produktów: