HEIDENHAIN iTNC 530 (34049x-08) Pilot Instrukcja Obsługi
Strona 118
118
De
finiowanie zabiegó
w
obróbkowych
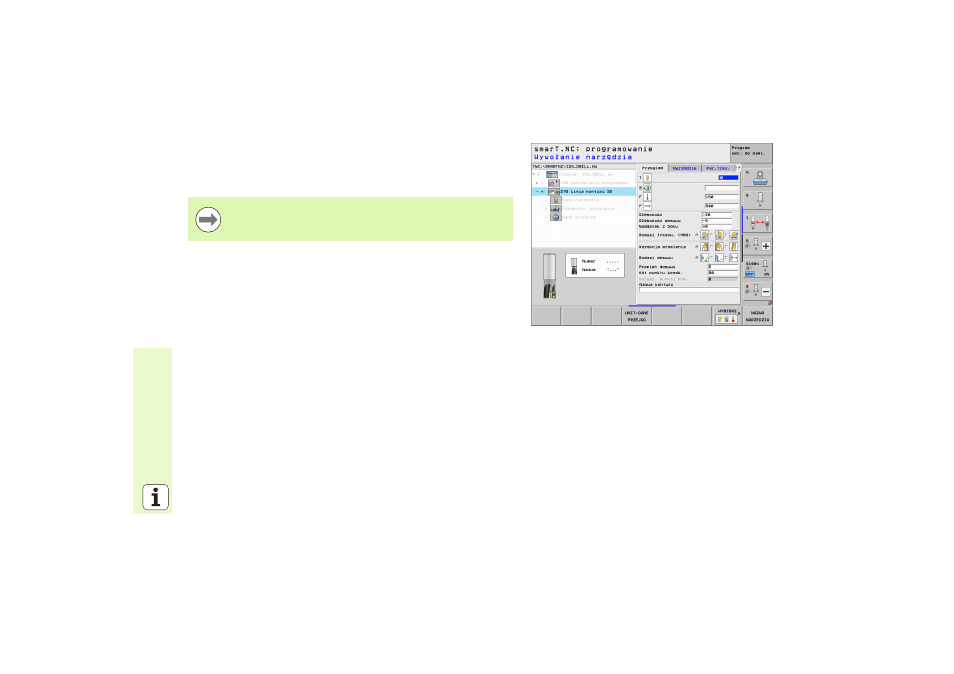
Unit 276 trajektoria konturu 3D
Przy pomocy trajektorii konturu można dokonywać obróbki otwartych lub
zamkniętych konturów, zdefiniowanych w programie .HC lub
wytworzonych przy pomocy konwertera DXF-.
Parametry w formularzu Przegląd:
T: numer lub nazwa narzędzia (przełączalne poprzez softkey)
S: prędkość obrotowa wrzeciona [obr/min] lub prędkość skrawania [m/min]
F: posuw wejścia w materiał na głębokość [mm/min], FU [mm/obr] lub
FZ [mm/ząb]
F: posuw frezowania [mm/min], FU [mm/obr] lub FZ [mm/ząb]
Głębokość: głębokość frezowania, jeśli zaprogramowano z 0, TNC
przemieszcza się na Z-współrzędną podprogramu konturu
Głębokość wcięcia: wymiar, o jaki narzędzie zostaje każdorazowo
dosunięte
Naddatek z boku: naddatek na obróbkę wykańczającą
Rodzaj frezowania: frezowanie współbieżne, frezowanie
przeciwbieżne lub obróbka ruchem wahadłowym
Korekcja promienia: obróbka konturu z korekcją z lewej strony, z
prawej strony lub bez korekcji
Rodzaj najazdu: tangencjalny najazd po łuku kołowym lub
tangencjalny najazd po prostej lub najazd prostopadle do konturu
Promień najazdu (działa tylko, jeśli wybrano tangencjalny najazd po
łuku kołowym): promień okrągu najazdu
Tak wybrać punkt startu i punkt końcowy konturu, aby
zapewnić dostatecznie dużo miejsca na przemieszczenia
dosuwu i odsuwu!