HEIDENHAIN iTNC 530 (34049x-08) Pilot Instrukcja Obsługi
Strona 124
124
De
finiowanie zabiegó
w
obróbkowych
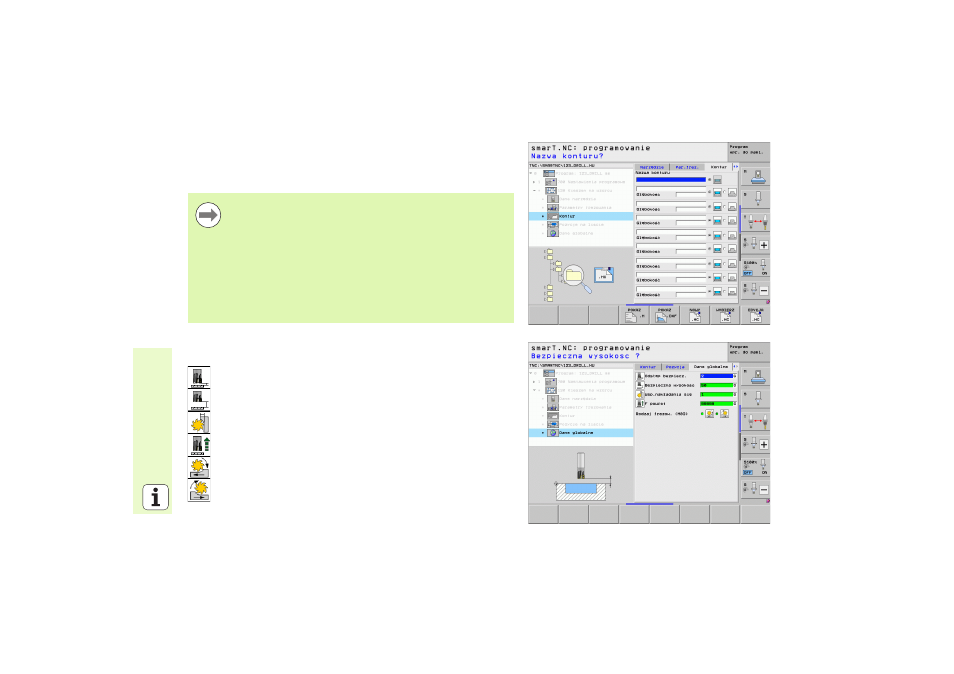
Dodatkowe parametry w formularzu szczegółowym Kontur:
Głębokość: oddzielnie definiowalne głębokości dla każdego
podkonturu (FCL 2-funkcja)
Globalnie działające parametry w formularzu szczegółowym Globalne
dane:
Odstęp bezpieczeństwa
2. Odstęp bezpieczeństwa
Współczynnik nakładania się
Posuw powrotu
Frezowanie ruchem współbieżnym albo
Frezowanie ruchem przeciwbieżnym
Listę podkonturów rozpoczynać zasadniczo zawsze z
najgłębszej kieszeni!
Jeśli kontur jest zdefiniowany w postaci wysepki, to TNC
interpretuje zapisaną głębokość jako wysokość wysepki.
Wprowadzona wartość bez znaku liczby odnosi się
wówczas do powierzchni obrabianego przedmiotu!
Jeśli zapisano głębokość równą 0, to wykonywana jest
zdefiniowana dla kieszeni w formularzu przeglądowym
głębokość, wysepki wystają wówczas do powierzchni
obrabianego przedmiotu!