HEIDENHAIN iTNC 530 (340 420) Pilot Instrukcja Obsługi
Strona 57
Advertising
58
Kieszenie,
czopy
i rowki
wpustowe
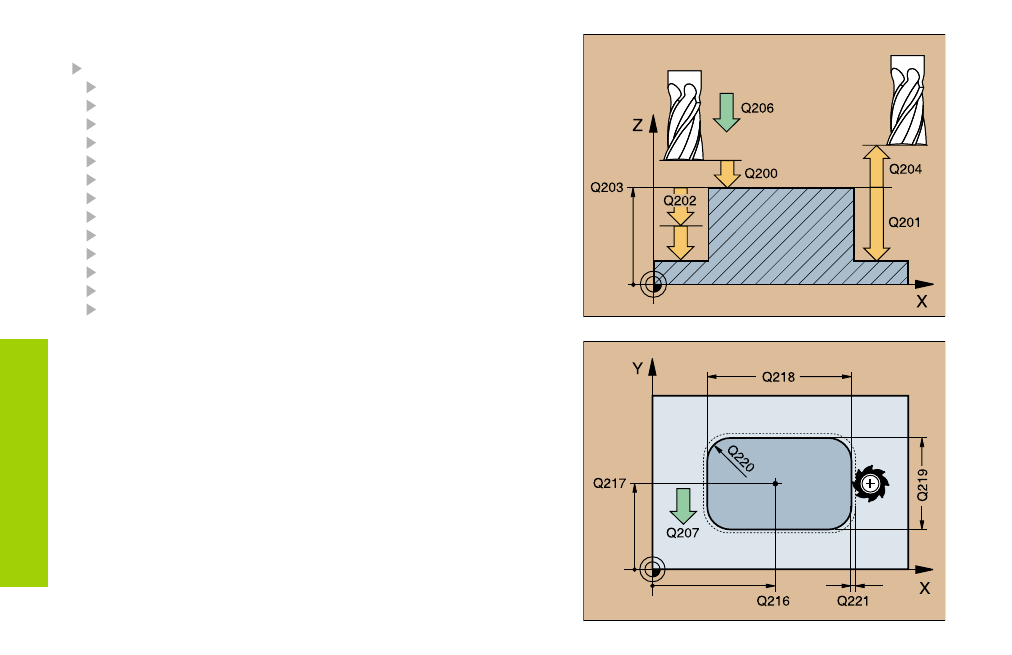
OBROBKA NA GOTOWO CZOPOW (213)
CYCL DEF: wybrać cykl 213 OBROBKA NA GOTOWO CZOPOW
odst p bezpieczeństwa: Q200
gł bokość: odst p powierzchni przedmiotu – podstawy czopu: Q201
posuw wgł bny: Q206
gł bokość dosuwu: Q202
posuw frezowania: Q207
współrz. powierzchni przedmiotu: Q203
2. odst p bezpieczeństwa: Q204
środek 1. osi: Q216
środek 2. osi: Q217
1. długość boku: Q218
2. długość boku: Q219
promień naroża: Q220
naddatek 1. osi: Q221
TNC pozycjonuje narz dzie w osi narz dzia na płaszczyźnie obróbki
automatycznie. Przy gł bokości dosuwu wi kszej lub równej
gł bokości narz dzie przemieszcza si jednym chodem roboczym na
gł bokość.
Advertising
Zobacz także inne dokumenty w kategorii Wyposażenie HEIDENHAIN:
- ND 281 B (Stron: 65)
- ND 523 (Stron: 97)
- ND 750 (Stron: 46)
- ND 760 (Stron: 72)
- ND 770 (Stron: 41)
- ND 780 (Stron: 123)
- ND 1200 (Stron: 140)
- PT 855 for Milling (Stron: 114)
- PT 880 (Stron: 163)
- SW 54843x-02 (Stron: 635)
- SW 68894x-02 DIN Programming (Stron: 623)
- SW 54843x-03 (Stron: 660)
- SW 68894x-03 DIN Programming (Stron: 625)
- SW 68894x-02 (Stron: 635)
- SW 68894x-03 (Stron: 656)
- MANUALplus 4110 (Stron: 550)
- MANUALplus 4110 Pilot (Stron: 119)
- CNC Pilot 4290 V7.1 (Stron: 745)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Stron: 121)
- CNC Pilot 4290 (Stron: 481)
- CNC Pilot 4290 Pilot (Stron: 94)
- NC 124 (Stron: 122)
- TNC 310 (286 140) (Stron: 252)
- TNC 320 (340 551-01) (Stron: 467)
- TNC 320 (340 551-02) (Stron: 500)
- TNC 320 (340 55x-03) (Stron: 529)
- TNC 620 (340 56x-01) Touch Probe Cycles (Stron: 193)
- TNC 620 (340 56x-01) Touch Probe Cycles (Stron: 165)
- TNC 320 (340 55x-04) (Stron: 499)
- TNC 320 (340 55x-04) Cycle programming (Stron: 443)
- TNC 320 (340 55x-04) ISO programming (Stron: 461)
- TNC 320 (340 55x-05) (Stron: 523)
- TNC 320 (340 55x-05) Cycle programming (Stron: 439)
- TNC 320 (340 55x-05) ISO programming (Stron: 483)
- TNC 320 (34055x-06) (Stron: 539)
- TNC 320 (34055x-06) Cycle programming (Stron: 437)
- TNC 320 (34055x-06) ISO programming (Stron: 508)
- TNC 320 (77185x-01) (Stron: 589)
- TNC 320 (77185x-01) Cycle programming (Stron: 459)
- TNC 320 (77185x-01) ISO programming (Stron: 564)
- TNC 410 (Stron: 320)
- TNC 426 (280 462) (Stron: 341)
- TNC 430 (280 476) Touch Probe Cycles (Stron: 128)
- TNC 430 (280 474) (Stron: 383)
- TNC 430 (280 476) (Stron: 512)