HEIDENHAIN iTNC 530 (340 420) Pilot Instrukcja Obsługi
Strona 47
48
Cykle
dla
wytwarzania
odwiertów
i gwintów
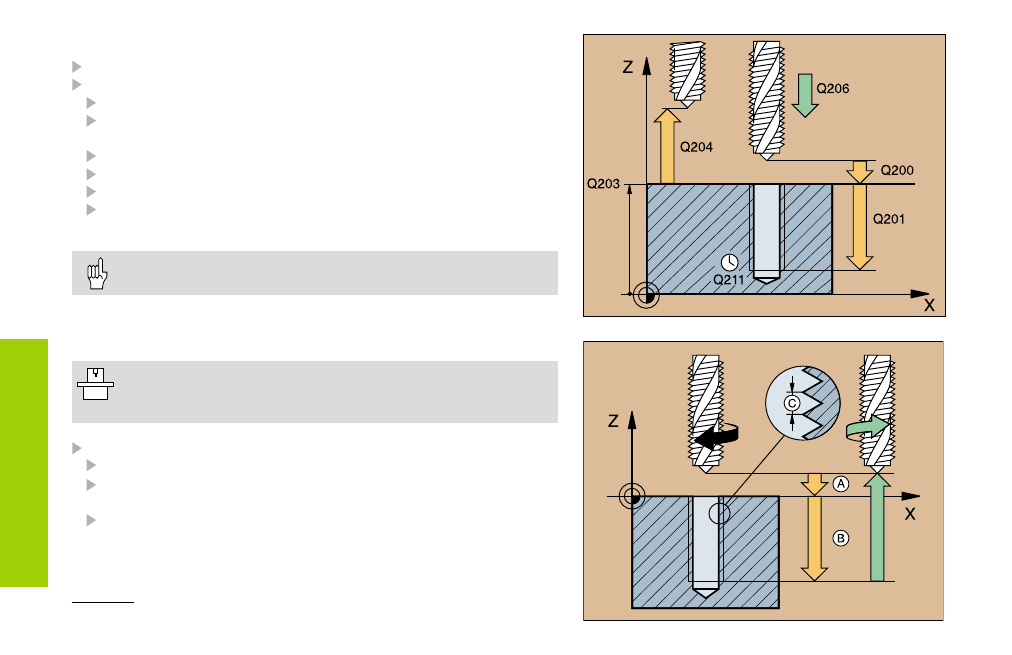
GWINTOWANIE GS* (17) bez uchwytu wyrównawczego
• Maszyna i TNC musz być przygotowane przez producenta
dla gwintowania bez uchwytu wyrównawczego!
• Obróbka zostaje wykonywana z wyregulowanym wrzecionem!
CYCL DEF: wybrać cykl 17 GWINTOWANIE GS
odst p bezpieczeństwa:
A
gł bokość wiercenia: długość gwintu = odst p pomi dzy
powierzchni przedmiotu i końcem gwintu:
B
skok gwintu:
C
Znak liczby określa gwint prawoskr tny i lewoskr tny:
• gwint prawoskr tny: +
• gwint lewoskr tny: –
* wyregulowane wrzeciono
GWINTOWANIE NOWE (206) z uchwytem wyrównawczym
zmienić na uchwyt wyrównawczy długości
CYCL DEF: wybrać cykl 206 GWINTOWANIE NOWE
odst p bezpieczeństwa: Q200
gł bokość wiercenia: długość gwintu = odst p pomi dzy
powierzchni przedmiotu i końcem gwintu: Q201
posuw F = pr dkość obrotowa wrzeciona S x skok gwintu P: Q206
czas zwłoki u dołu (wartość pomi dzy 0 i 0,5 sekundy) wpisać: Q211
współrz. powierzchni przedmiotu: Q203
2. odst p bezpieczeństwa: Q204
Dla gwintu prawoskr tnego należy aktywować wrzeciono
z M3, dla lewoskr tnego z M4!