HEIDENHAIN iTNC 530 (340 420) Pilot Instrukcja Obsługi
Strona 50
51
Cykle
dla
wytwarzania
odwiertów
i gwintów
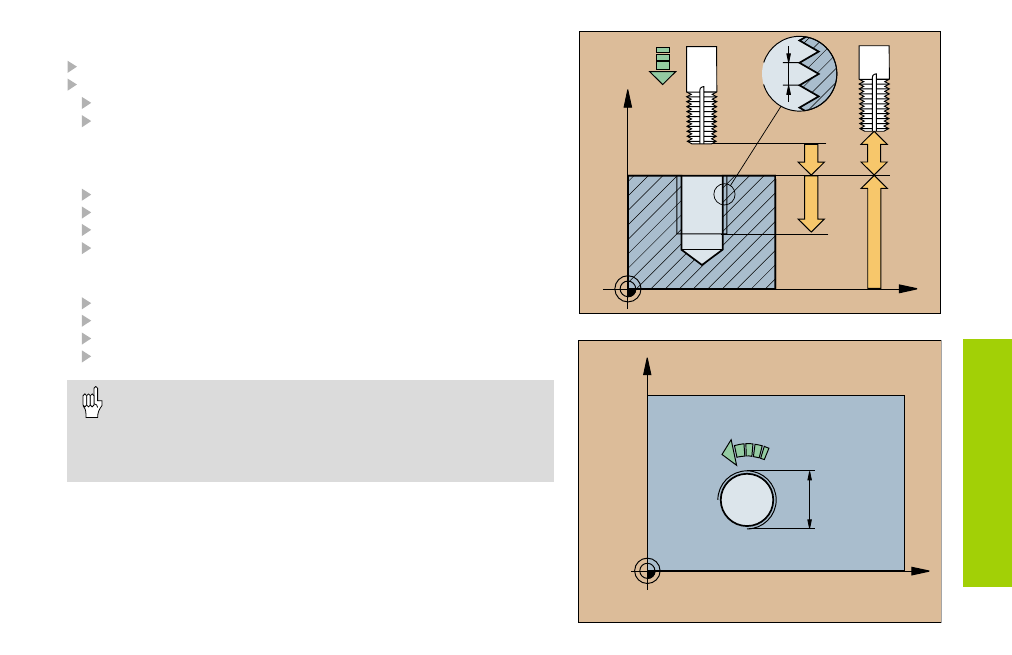
FREZOWANIE GWINTU (262)
pozycjonowanie wst pne na środku odwiertu z R0
CYCL DEF: wybrać cykl 262 FREZOWANIE GWINTU
zadana średnica gwintu: Q335
skok gwintu: Q239
Znak liczby określa gwint prawoskr tny i lewoskr tny:
• gwint prawoskr tny: +
• gwint lewoskr tny: –
gł bokość gwintu: odst p powierzchni przedmiotu –końca gwintu: Q201
liczba zwojów do wykonania wtórnego: Q355
posuw pozycjonowania wst pnego: Q253
rodzaj frezowania: Q351
• współbieżne: +1
• przeciwbieżne: –1
odst p bezpieczeństwa: Q200
współrz. powierzchni przedmiotu: Q203
2. odst p bezpieczeństwa: Q204
posuw frezowania: Q207
Prosz uwzgl dnić, iż TNC wykonuje przed dosuwem przemie
szczenie wyrównuj ce w osi narz dzi. Wielkość
przemieszczenia wyrównuj cego zależy od skoku gwintu.
Prosz uwzgl dnić dos
tatecznie dużo miejsca w odwiercie!
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
X
Y
Q207
Q335