3 sof tware-setup – HEIDENHAIN ND 1200 Instrukcja Obsługi
Strona 108
108
2 Montaż i dane techniczne
2.3 Sof
tware-Setup
NLEC za pomocą pomiaru punktów na płycie kalibrującej
U
Pozycjonować wzorzec pomiarowy wzdłuż osi pomiaru;
U
Wzorzec pomiarowy pozycjonować tak blisko jak to możliwe przy osi
i przeprowadzić ustawienie (1. rozdział, Patrz "Ustawienie
przedmiotu na osi pomiaru" na stronie 34);
U
Punkt bazowy poprzez próbkowanie punktu na pozycji 1,1
wyznaczyć na płycie kalibrującej i nacisnąć klawisze dlaOSI X i Y,
aby wyzerować ten punkt;
U
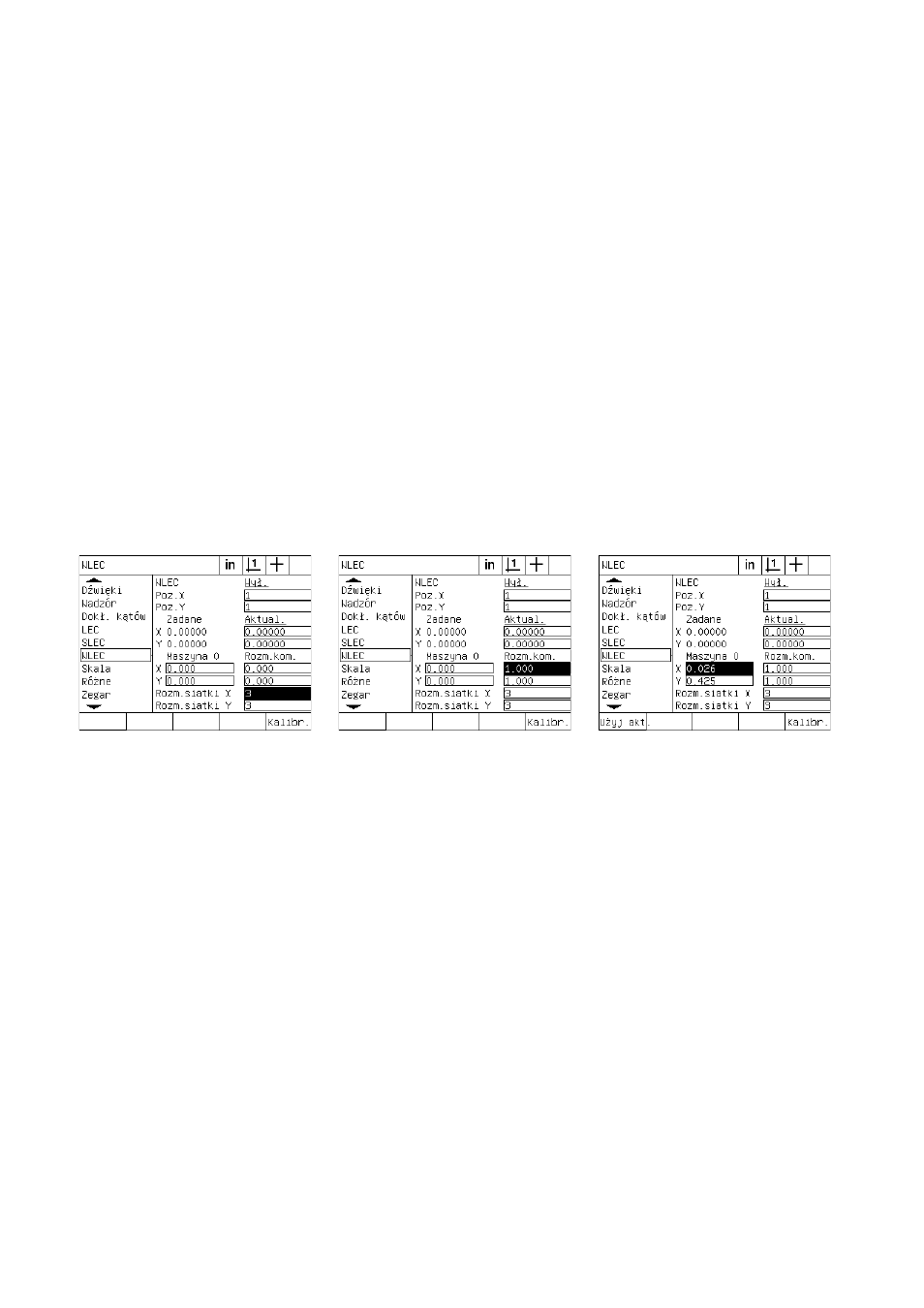
Podczas gdy kursor krzyżowy znajduje się nad punktem siatki 1,1
(punkt bazowy), zaznaczyć opcję „NLEC “ w menu setupu. Pole
danych „X siatki“ i „Y siatki“ zaznaczyć i zapisać liczbę punktów
kalibrowania na osi X i Y. W niniejszym przykładzie zapisano 3
punkty w polach „X siatki“ oraz „Y siatki“, aby opisać płytę kalibrującą
3 x 3;
U
Pole danych „X siatki“ i „Y siatki“ zaznaczyć i zapisać odstęp
pomiędzy punktami kalibrowania na osi X i Y. W tym przykładzie
odstęp pomiędzy punktami wynosi 1 cal (25,4 cm) na osi X i Y. Pole
danych „maszyna-0“ „X“ lub „Y“ zaznaczyć i softkey IMPORT
nacisnąć, aby zapisać przesunięcie punktu zerowego maszyny ND
1200 a także punkt bazowy płyty kalibrującej. Przesunięcie dla
obydwu osi zostaje automatycznie zapisany przez ND 1200 i
wyświetlony;
U
Zaznaczyć pole danych „X Poz“. Pola „X Poz“ i „Y Poz“ otrzymują na
początku wartość 1. Przy przeprowadzaniu kalibrowania ND 1200
zwiększa te wartości. Softkey NAUCZYĆ nacisnąć, aby rozpocząć
kalibrowanie NLEC; następnie kierować się instrukcjami na ekranie
dla przeprowadzenia pomiaru. Pozycje pomiarowe na płycie
kalibrującej zostają wyświetlone podczas przeprowadzania pomiaru
z lewej strony u góry na ekranie. Przy zakończeniu pomiarów
zostają wyświetlone wartości zadane (certyfikowane) i rzeczywiste
(zmierzone) w polach danych zadanych i rzeczywistych dla każdej
pozycji siatki.
Wartości siatki X i Y zapisać
Zapisać wielkość komórki X i Y
Zapisać przesnięcie maszynowego 0