Działanie duramax retrofit torch – Hypertherm MRT2 Instrukcja Obsługi
Strona 33
DZIAŁANIE
Duramax Retrofit Torch
Podręcznik operatora
3-3
220817
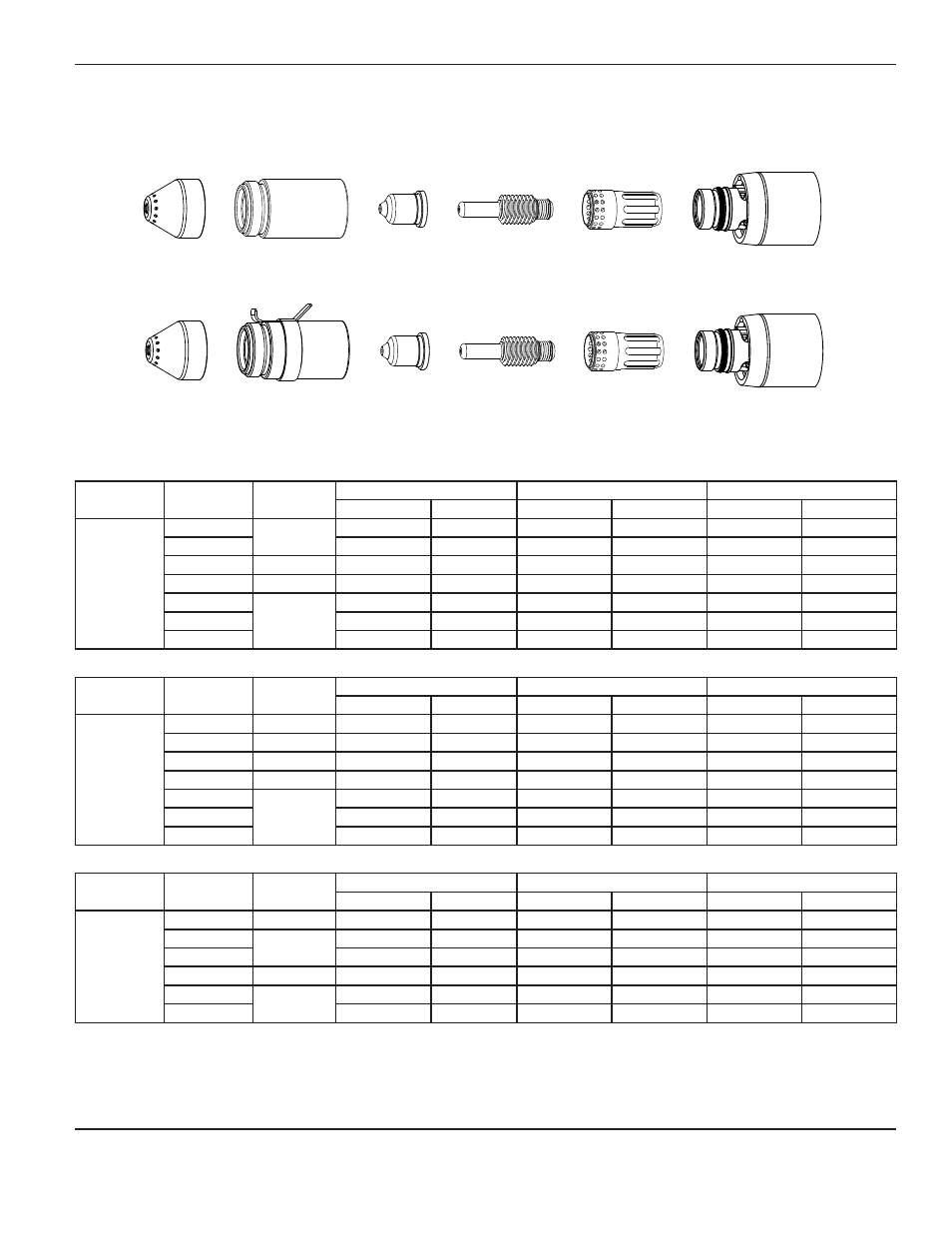
Osłona
220854
Nasadka
220941
Dysza
220857
Pierścień
zawirowujący
220842
Elektroda
45
A
220817
Osłona
220941
Dysza
220857
Pierścień
zawirowujący
220842
Elektroda
220953
Nasadka z kontaktem
omowym
45
A
Osłonięte materiały eksploatacyjne 55 A do palnika zmechanizowanego
• Robocze odsunięcie palnika w poniższych wykresach cięcia jest równe 1,5 mm i dotyczy wszystkich cięć.
Stal miękka
Natężenie
prądu łuku Napięcie łuku
Opóźnienie
posuwu
Grubość materiału
Maksymalne szybkości cięcia
Optymalne szybkości cięcia
Cale
mm
cale/min
mm/min
cale/min
mm/min
55
134
0
16 GA
1,5
627
15926
502
12751
127
10 GA
3,4
264
6706
211
5359
134
0,25
1/4
6,4
118
2997
78
1981
138
0,75
3/8
9,5
61
1549
39
991
144
*
1/2
12,7
41
1041
26
660
146
5/8
15,9
28
711
18
457
149
3/4
19,0
19
483
12
305
Stal nierdzewna
Natężenie
prądu łuku Napięcie łuku
Opóźnienie
posuwu
Grubość materiału
Maksymalne szybkości cięcia
Optymalne szybkości cięcia
Cale
mm
cale/min
mm/min
cale/min
mm/min
55
134
0
16 GA
4,8
625
15875
406
10312
136
0,25
10 GA
3,4
244
6198
159
4039
139
0,50
1/4
6,4
98
2489
64
1626
145
0,75
3/8
9,5
51
1295
32
813
146
*
1/2
12,7
34
864
22
559
149
5/8
15,9
23
584
15
381
154
3/4
19,0
15
381
10
254
Aluminium
Natężenie
prądu łuku Napięcie łuku
Opóźnienie
posuwu
Grubość materiału
Maksymalne szybkości cięcia
Optymalne szybkości cięcia
Cale
mm
cale/min
mm/min
cale/min
mm/min
55
135
0
1/16
1,6
666
16916
433
10998
138
0,25
1/8
3,2
400
10160
260
6604
141
1/4
6,4
129
3277
83
2108
146
0,75
3/8
9,5
71
1803
46
1168
149
*
1/2
12,7
50
1270
29
737
153
5/8
15,9
29
737
18
457
* Przebijanie materiału w tym zakresie nie jest zalecane, ponieważ doprowadzi do zmniejszenia trwałości materiału eksploata-
cyjnego. Zaleca się rozpoczynać cięcie od krawędzi metalu.