Programowanie pierwszego przedmiotu 1.3 – HEIDENHAIN TNC 620 (81760x-01) Instrukcja Obsługi
Strona 57
Programowanie pierwszego przedmiotu
1.3
1
TNC 620 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 4/2014
57
Wyjście narzędzia z materiału: Nacisnąć
pomarańczowy klawisz Z, aby wysunąć narzędzie
w osi narzędzi oraz zapisać wartość przewidzianej
do najazdu pozycji, np. 250. Potwierdzić wybór
klawiszem ENT
Korekcja promienia: RL/RR/bez korek.?
klawiszem ENT potwierdzić: Nie aktywować
korekcji promienia
Posuw F=?
klawiszem ENT potwierdzić: Na biegu
szybkim (FMAX) przemieszczać
Funkcja dodatkowa M? M2
dla końca programu
zapisać, klawiszem END potwierdzić: TNC
zapamiętuje zapisany wiersz przemieszczenia
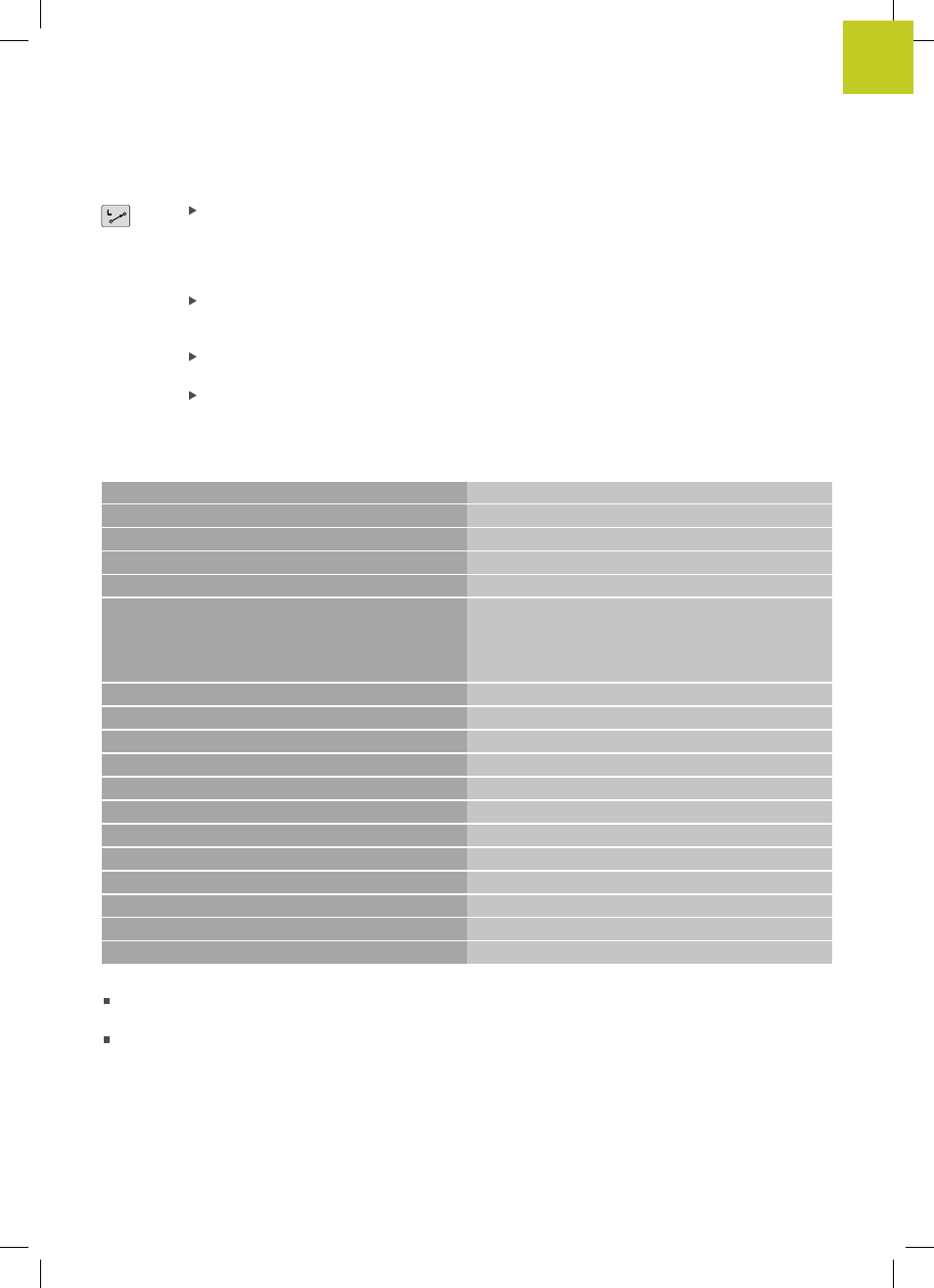
NC-wiersze przykładowe
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 5 Z S4500
Wywołanie narzędzia
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 PATTERN DEF
POS1 (X+10 Y+10 Z+0)
POS2 (X+10 Y+90 Z+0)
POS3 (X+90 Y+90 Z+0)
POS4 (X+90 Y+10 Z+0)
Definiowanie pozycji obróbkowych
6 CYCL DEF 200 WIERCENIE
Definiowanie cyklu
Q200=2
;BEZPIECZNA WYSOKOŚĆ
Q201=-20
;GŁĘBOKOŚĆ
Q206=250
;F WCIĘCIE NA GŁĘB.
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYM. U GÓRY
Q203=-10
;WSPŁ.POWIERZ.
Q204=20
;2. BEZ. ODSTĘP
Q211=0.2
;CZAS ZATRZYM. NA DOLE
7 CYCL CALL PAT FMAX M13
Włączyć wrzeciono i chłodziwo, wywołać cykl
8 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
9 END PGM C200 MM
Szczegółowe informacje na ten temat
Utworzenie nowego programu: patrz "Programy otwierać i
zapisywać", strona 91
Programowanie cykli: Patrz Instrukcja obsługi dla operatora
Cykle, "Podstawy o cyklach / Przegląd informacji"