Dowolne wejście do programu (przebieg do wiersza) – HEIDENHAIN TNC 620 (73498x-02) Instrukcja Obsługi
Strona 514
Test programu i przebieg programu
16.5 Przebieg programu
16
514
TNC 620 | Instrukcja obsługi dla operatora HEIDENHAIN-dialog tekstem otwartym | 2/2014
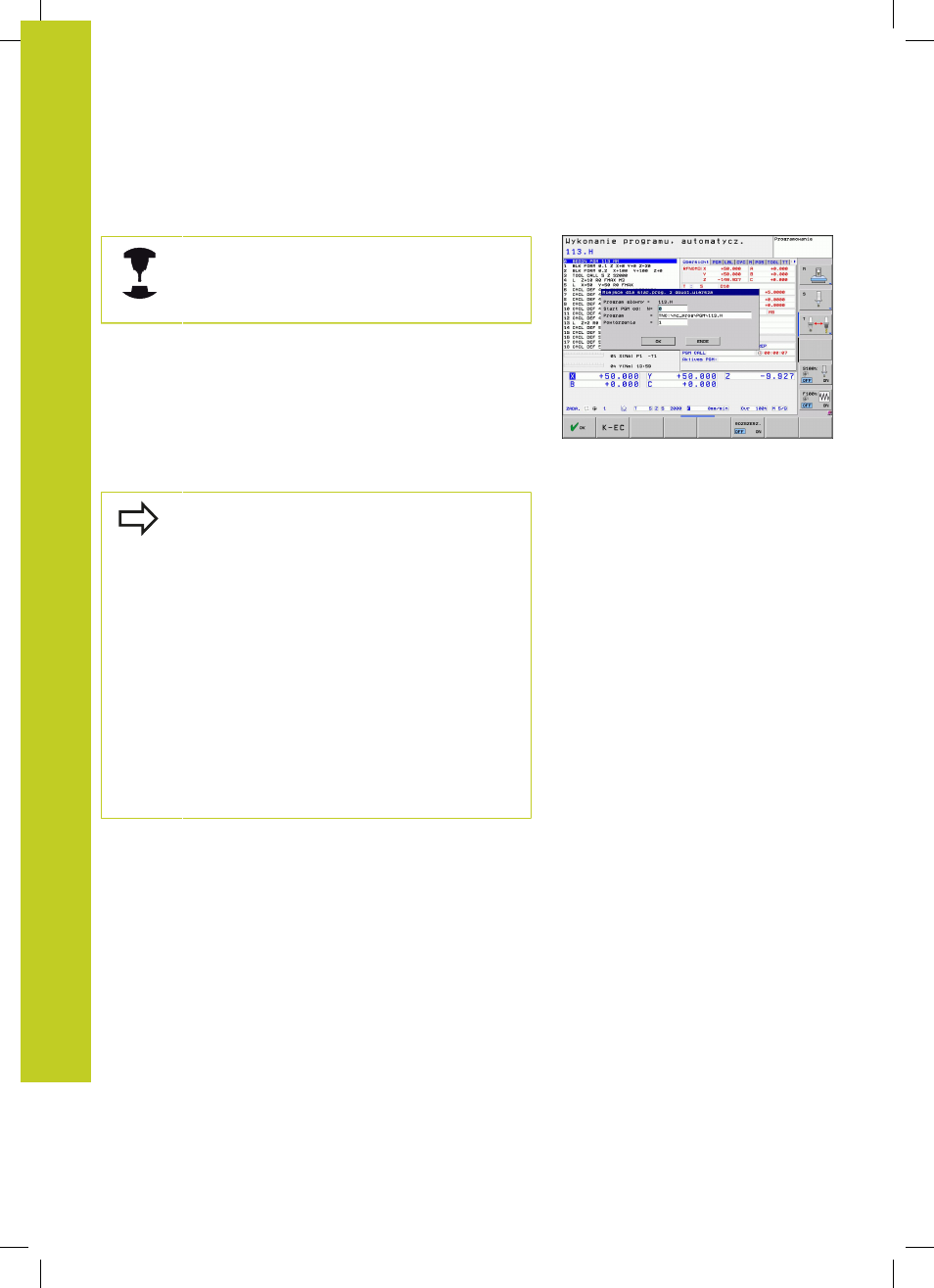
Dowolne wejście do programu (przebieg do wiersza)
Funkcja PRZEBIEG DO BLOKU N musi być
udostępniona przez producenta maszyn i przez niego
dopasowana. Proszę zwrócić uwagę na instrukcję
obsługi maszyny.
Przy pomocy funkcji PRZEBIEG DO WIERSZA N (przebieg do
wiersza) można odpracowywać program obróbki od dowolnie
wybranego wiersza N. Obróbka przedmiotu zostaje do tego bloku
uwzględniona z punktu widzenia obliczeń przez TNC. Może ona
także zostać przedstawiona graficznie przez TNC.
Jeśli przerwano program przy pomocy WEW. STOP, to TNC
oferuje automatycznie wiersz N dla wejścia do programu, w którym
to przerwano program.
Start programu z dowolnego wiersza nie może
rozpoczynać się w podprogramie.
Wszystkie konieczne programy, tabele i pliki palet
muszą zostać wybrane w jednym rodzaju pracy
przebiegu programu (status M).
Jeśli program zawiera na przestrzeni do końca
przebiegu bloków w przód zaprogramowaną przerwę,
w tym miejscu zostanie przebieg bloków zatrzymany.
Aby kontynuować przebieg wierszy w przód, proszę
nacisnąć zewnętrzny START-klawisz.
Po przebiegu wierszy do przodu narzędzie należy
przemieścić przy pomocy funkcji NAJAZD NA
POZYCJĘ na ustaloną pozycję.
Korekcja długości narzędzia zadziała dopiero
poprzez wywołanie narzędzia i następujący po tym
wiersz pozycjonowania. Ta zasada obowiązuje także
wówczas, kiedy zmieniono tylko długość narzędzia.