Przykład: sk-programowanie 2 – HEIDENHAIN iTNC 530 (34049x-08) Instrukcja Obsługi
Strona 268
Advertising
268
Programowanie: programowanie konturów
6.6 Ruchy po torze kszt
a
łtowym – Programowanie Dowolnego Konturu FK
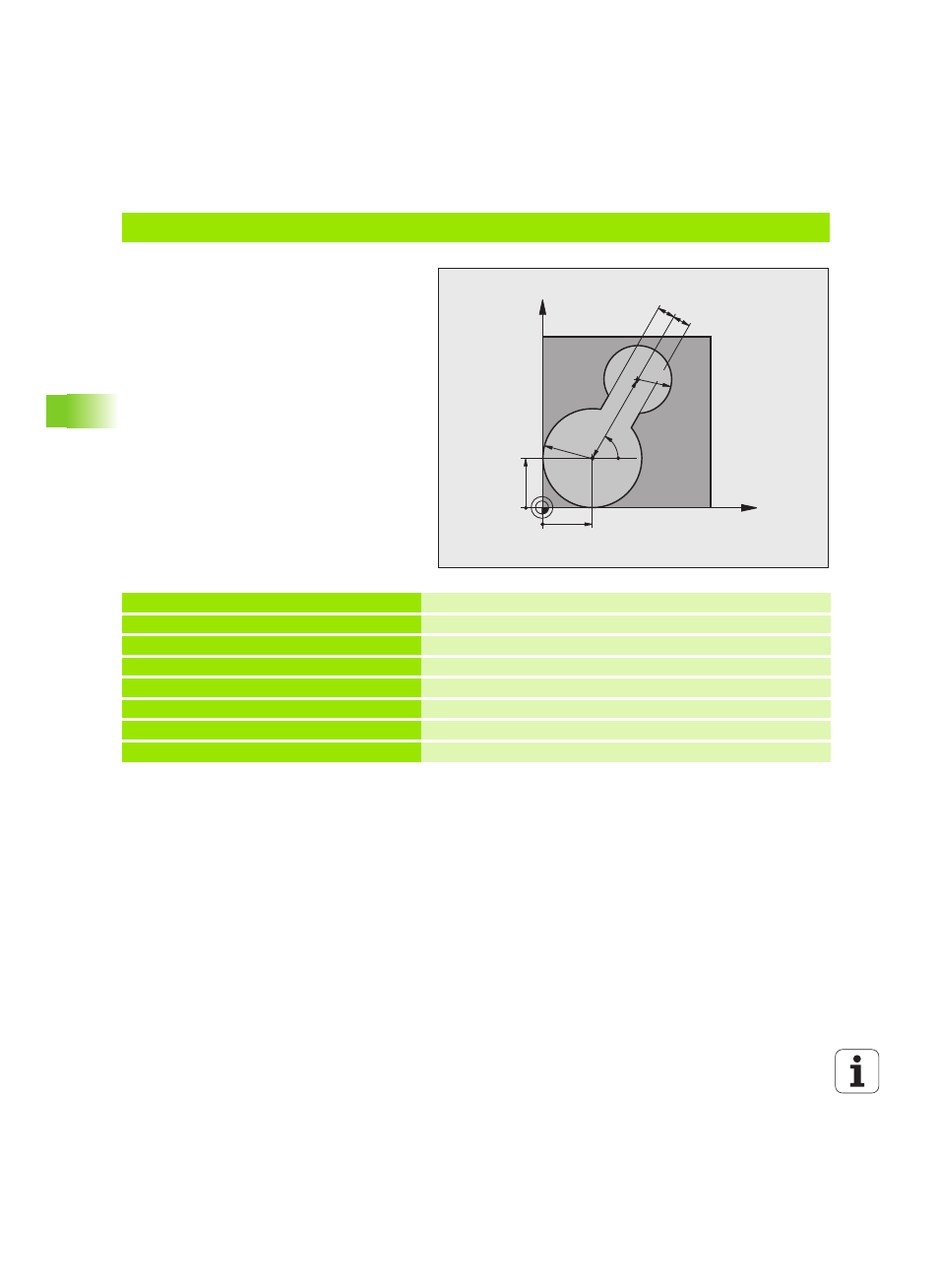
Przykład: SK-programowanie 2
0 BEGIN PGM FK2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja półwyrobu
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S4000
Wywołanie narzędzia
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 L X+30 Y+30 R0 FMAX
Pozycjonować wstępnie narzędzie
6 L Z+5 R0 FMAX M3
Oś narzędziową wstępnie pozycjonować
7 L Z-5 R0 F100
Przemieścić narzędzie na głębokość obróbki
X
Y
30
30
R30
R20
60°
55
10
10
Advertising
Podręcznik ten jest związany z następujących produktów: