Tor kołowy c wokół punktu środkowego koła cc, 4 ruchy po torze– wspó łrz ę dne prostok ątne – HEIDENHAIN 530 (340 49x-07) ISO programming Instrukcja Obsługi
Strona 219
HEIDENHAIN iTNC 530
219
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
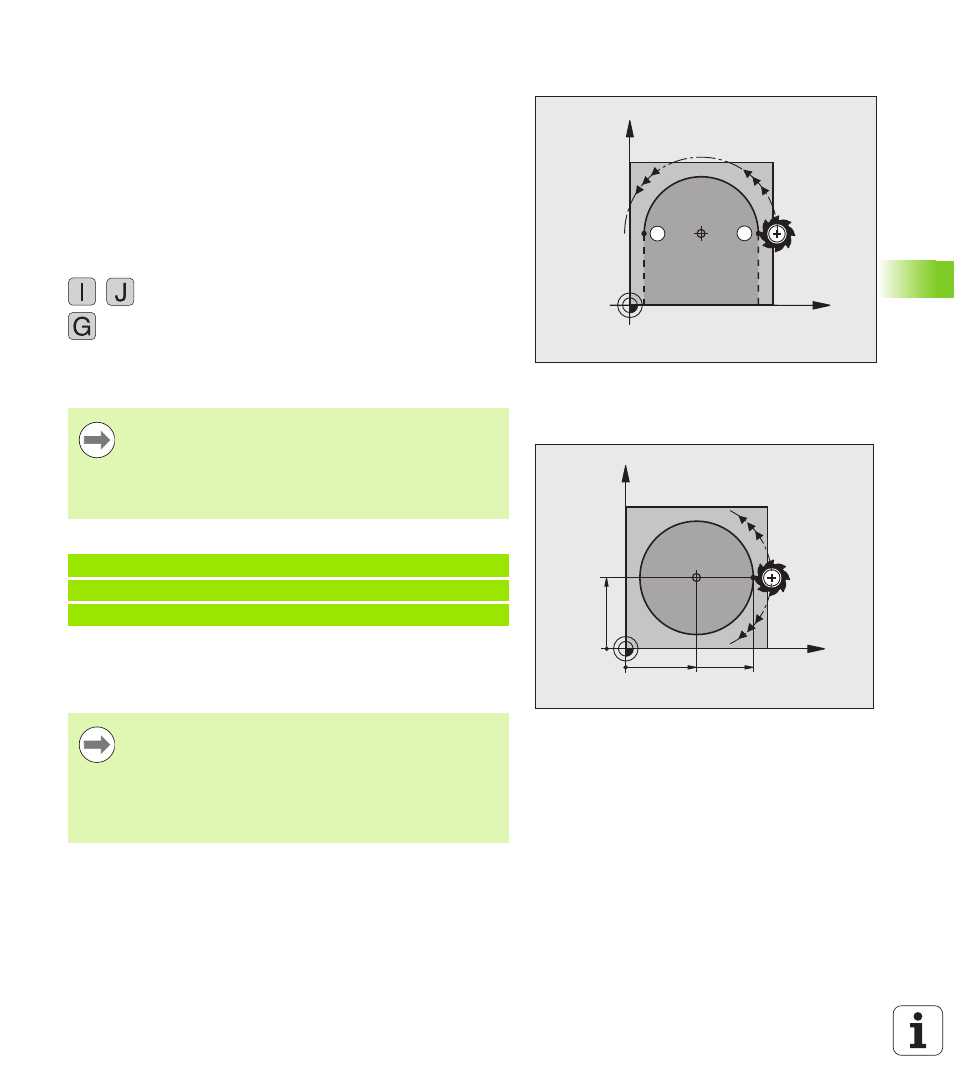
Tor kołowy C wokół punktu środkowego koła CC
Proszę określić punkt środkowy okręgu I, J, zanim zostanie
zaprogramowany tor kołowy. Ostatnio zaprogramowana pozycja
narzędzia przed torem kołowym jest punktem startu toru kołowego.
Kierunek obrotu
W kierunku wskazówek zegara: G02
Ruchem przeciwnym do ruchu wskazówek zegara: G03
Bez informacji o kierunku obrotu: G05. TNC przemieszcza się po
łuku kołowym z ostatnio zaprogramowanym kierunkiem obrotu
8
Przemieścić narzędzie do punktu startu toru kołowego
8
Współrzędne punktu środkowego okręgu zapisać
8
Współrzędne punktu końcowego łuku kołowego, jeśli
to konieczne:
8
Posuw F
8
Funkcja dodatkowa M
NC-wiersze przykładowe
Koło pełne
Proszę zaprogramować dla punktu końcowego te same współrzędne
jak i dla punktu startu.
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR
TNC dokonuje przemieszczeń kołowych z reguły na
aktywnej płaszczyźnie obróbki. Jeśli zaprogramowane są
okręgi, nie leżące na aktywnej płaszczyźnie obróbki, np.
G2 Z... X... dla osi narzędzia Z, i jednocześnie ruchy te są
w rotacji, to TNC przejeżdża po okręgu przestrzennym,
czyli po okręgu w 3 osiach.
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Punkt startu i punkt końcowy ruchu kołowego muszą leżeć
na torze kołowym.
Tolerancja wprowadzenia: do 0.016 mm (można wybierać
przez MP7431).
Najmniejszy możliwy okrąg, po którym TNC może się
przemieszczać: 0.0016 µm.
3