Patrz „wyznaczenie, Funkcja fcl2)” na stronie 501), Dzia (patrz „wyznaczenie aktualnego kierunku osi – HEIDENHAIN iTNC 530 (340 49x-06) ISO programming Instrukcja Obsługi
Strona 501: Stronie 501)
HEIDENHAIN iTNC 530
501
14.9 Nachyli
ć p
łaszczyzn
ę obróbki (opcja sof
tware
1)
Wyznaczenie aktualnego kierunku osi narzędzia
jako aktywnego kierunku obróbki (funkcja FCL2)
Przy pomocy tej funkcji można w trybach pracy Sterowanie ręczne i
El.kółko obrotowe przemieścić narzędzie za pomocą zewnętrznych
klawiszy kierunkowych lub przy pomocy kółka w tym kierunku, w
którym wskazuje momentalnie oś narzędzia. Używać tej funkcji, jeśli
chcemy przemieścić narzędzie podczas przerwania przebiegu 5-
osi-programu w kierunku osi narzędzia
chcemy przy pomocy kółka lub zewnętrznych klawiszy
kierunkowych w trybie manualnym przeprowadzić obróbkę z
podstawionym narzędziem
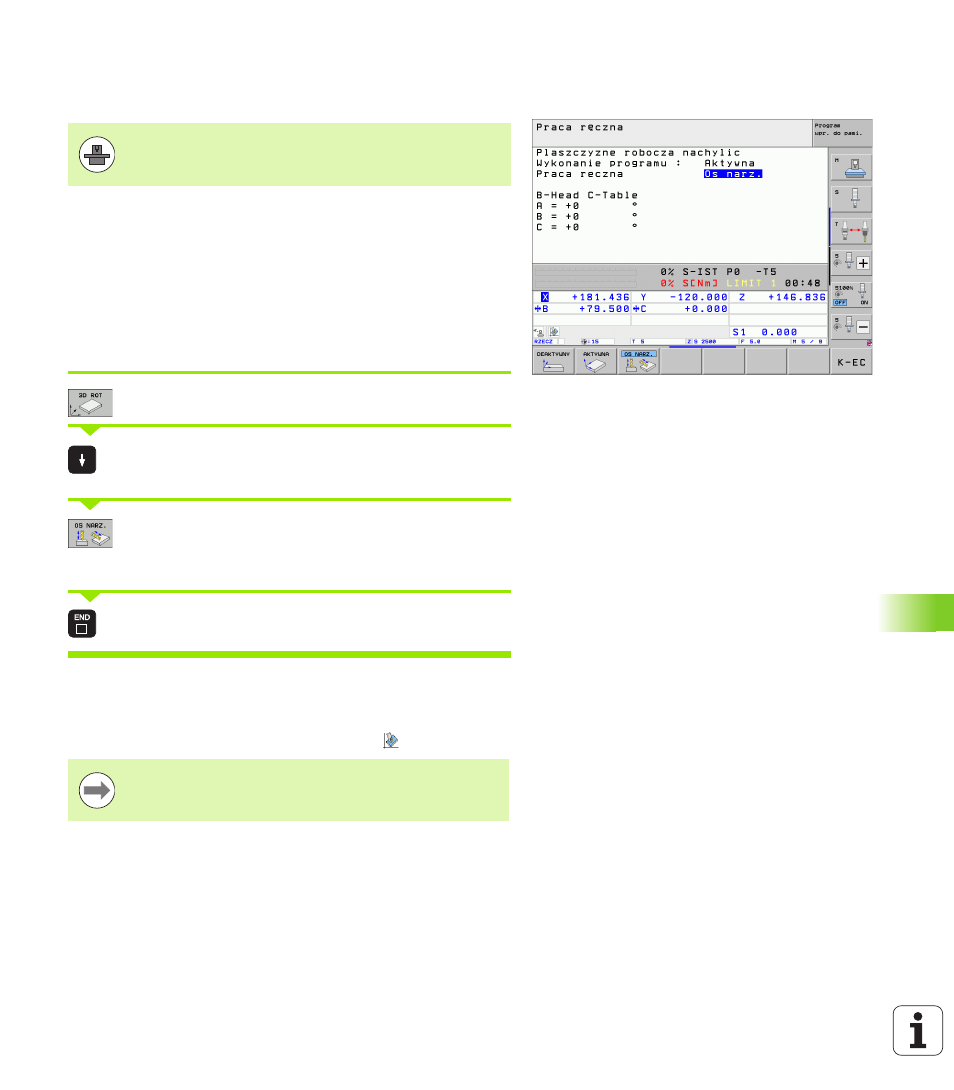
Wybrać ręczne nachylenie: softkey 3D ROT nacisnąć
Pozycjonować jasne pole klawiszem ze strzałką na
punkt menu Sterowanie ręczne.
Aktywowanie aktywnego kierunku osi narzędzia jako
aktywnego kierunku obróbki: softkey OŚ NARZ
nacisnąć
Zakończyć wprowadzanie danych: klawisz END
Dla dezaktywowania ustawiamy w menu Nachylenie płaszczyzny
obróbki punkt menu Sterowanie ręczne na Nieaktywny.
Jeśli funkcja Przemieszczenie w kierunku osi narzędzia jest
aktywna, to wskazanie statusu wyświetla symbol
.
Ta funkcja musi zostać aktywowana przez producenta
maszyn. Proszę zwrócić uwagę na instrukcję obsługi
maszyny.
Funkcja ta znajduje się także wówczas do dyspozycji, jeśli
przerwiemy przebieg programu i chcemy manualnie
przemieścić osie.