86 definio w ani e zab iegów obróbk owyc h – HEIDENHAIN iTNC 530 (340 49x-05) Pilot Instrukcja Obsługi
Strona 86
86
Definio
w
ani
e zab
iegów
obróbk
owyc
h
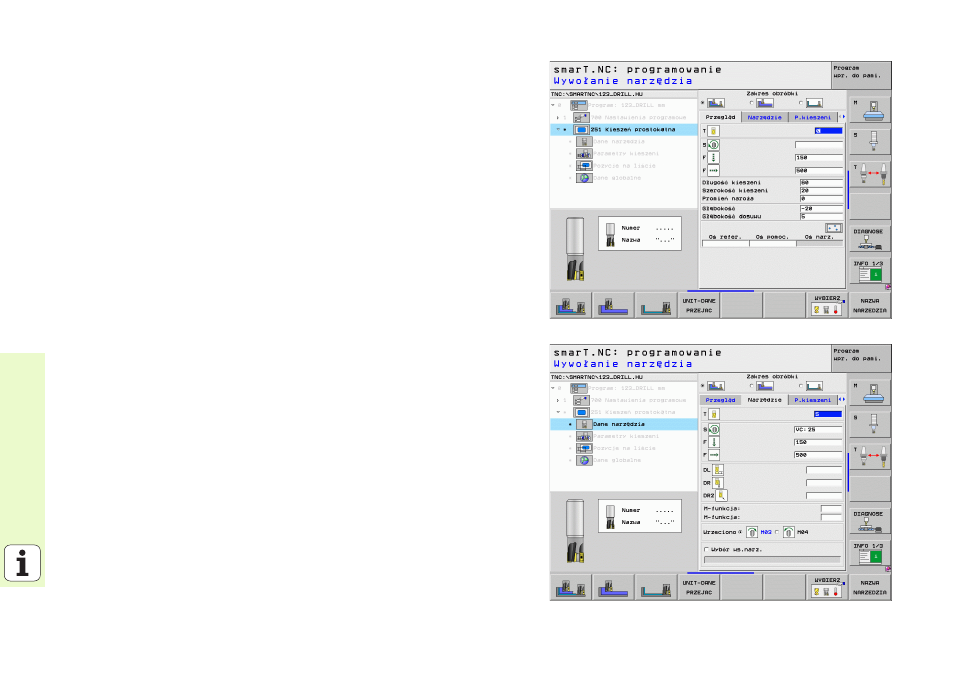
Unit 251 kieszeń prostokątna
Parametry w formularzu Przegląd:
Zakres obróbki: obróbka zgrubna i wykańczająca, tylko obróbka
zgrubna lub tylko obróbka wykańczająca wybrać przy pomocy softkey
T: numer lub nazwa narzędzia (przełączalne poprzez softkey)
S: prędkość obrotowa wrzeciona [obr/min] lub prędkość skrawania [m/min]
F: posuw wejścia w materiał na głębokość [mm/min], FU [mm/obr] lub
FZ [mm/ząb]
F: posuw frezowania [mm/min], FU [mm/obr] lub FZ [mm/ząb]
Długość kieszeni: długość kieszeni na osi głównej
Szerokość kieszeni: szerokość kieszeni na osi pomocniczej
Promień naroża: jeśli nie wprowadzono, smarT.NC wyznacza promień
naroża równy promieniowi narzędzia
Głębokość: głębokość końcowa kieszeni
Głębokość wcięcia: wymiar, o jaki narzędzie zostaje każdorazowo
dosunięte
Pozycje obróbki (patrz „Definiowanie pozycji obróbkowych” na stronie
Dodatkowe parametry w formularzu szczegółowym Narzędzie:
DL: delta długości dla narzędzia T
DR: promień delta dla narzędzia T
DR2: delta promienia 2 (promień naroża) dla narzędzia T
M-instrukcja: dowolne dodatkowe funkcje M
Wrzeciono: kierunek obrotu wrzeciona. smarT.NC nastawia
standardowo M3
Wybór wstępny NARZ: w razie konieczności numer następnego
narzędzia dla przyśpieszenia zmiany narzędzia (zależy od maszyny)