HEIDENHAIN iTNC 530 (340 49x-05) Pilot Instrukcja Obsługi
Strona 69
69
Definio
w
ani
e zab
iegów
obróbk
owyc
h
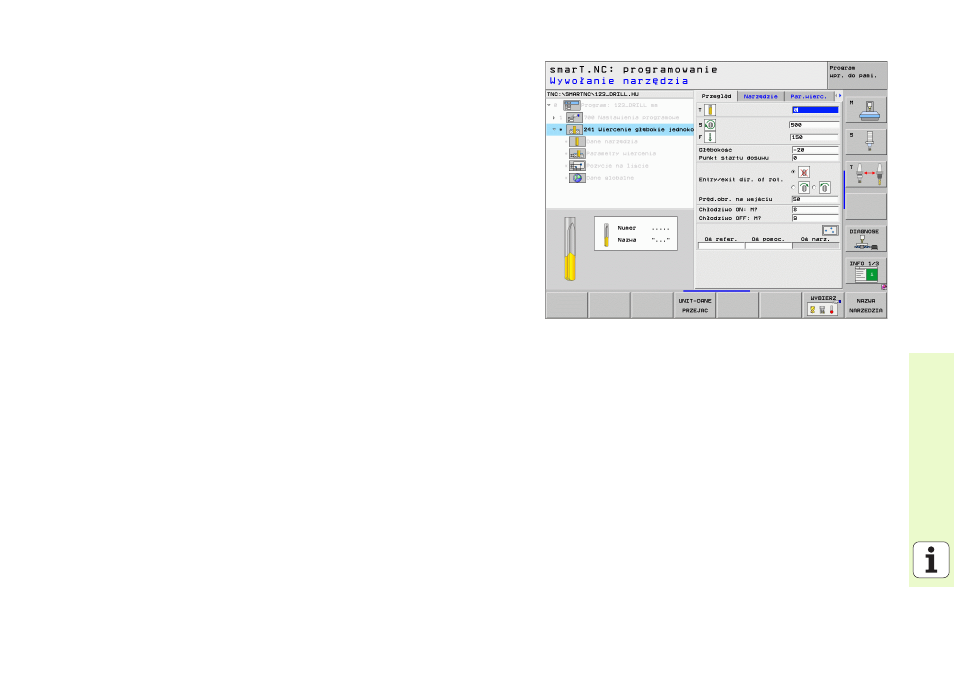
Unit 241 wiercenie jednokołnierzowe
Parametry w formularzu Przegląd:
T: numer lub nazwa narzędzia (przełączalne poprzez softkey)
S: prędkość obrotowa wrzeciona [obr/min] przy wierceniu
F: posuw wiercenia [mm/min] lub FU [mm/obr]
Głębokość: głębokość wiercenia
Punkt startu wcięcia: punkt startu właściwej obróbki wierceniem. TNC
przemieszcza się z Posuwem pozycjonowania wstępnego z
bezpiecznej odległości na punkt startu w zagłębieniu
Kierunek obrotu przy wejściu/wyjściu: kierunek obrotu wrzeciona
przy wejściu do odwiertu i przy wyjściu z odwiertu
Obroty przy wejściu: obroty, z którymi narzędzie powinno wchodzić
do odwietu i przy wyjściu z odwiertu
Chłodziwo ON: M?: funkcja dodatkowa M przy włączeniu chłodziwa.
TNC włącza chłodziwo, jeśli narzędzie znajduje się na zagłębionym
punkcie startu w odwiercie
Chłodziwo OFF: M?: funkcja dodatkowa M przy wyłączeniu chłodziwa.
TNC wyłącza chłodziwo, jeśli narzędzie znajduje się na zagłębionym
punkcie startu w odwiercie
Pozycje obróbki (patrz „Definiowanie pozycji obróbkowych” na stronie