4 function tcpm (opcja-software 2), Funkcja – HEIDENHAIN iTNC 530 (340 49x-05) Instrukcja Obsługi
Strona 458
458
Programowanie: obróbka wieloosiowa
12.4 FUNCTION TCPM
(opcja-sof
tware 2)
12.4 FUNCTION TCPM
(opcja-software 2)
Funkcja
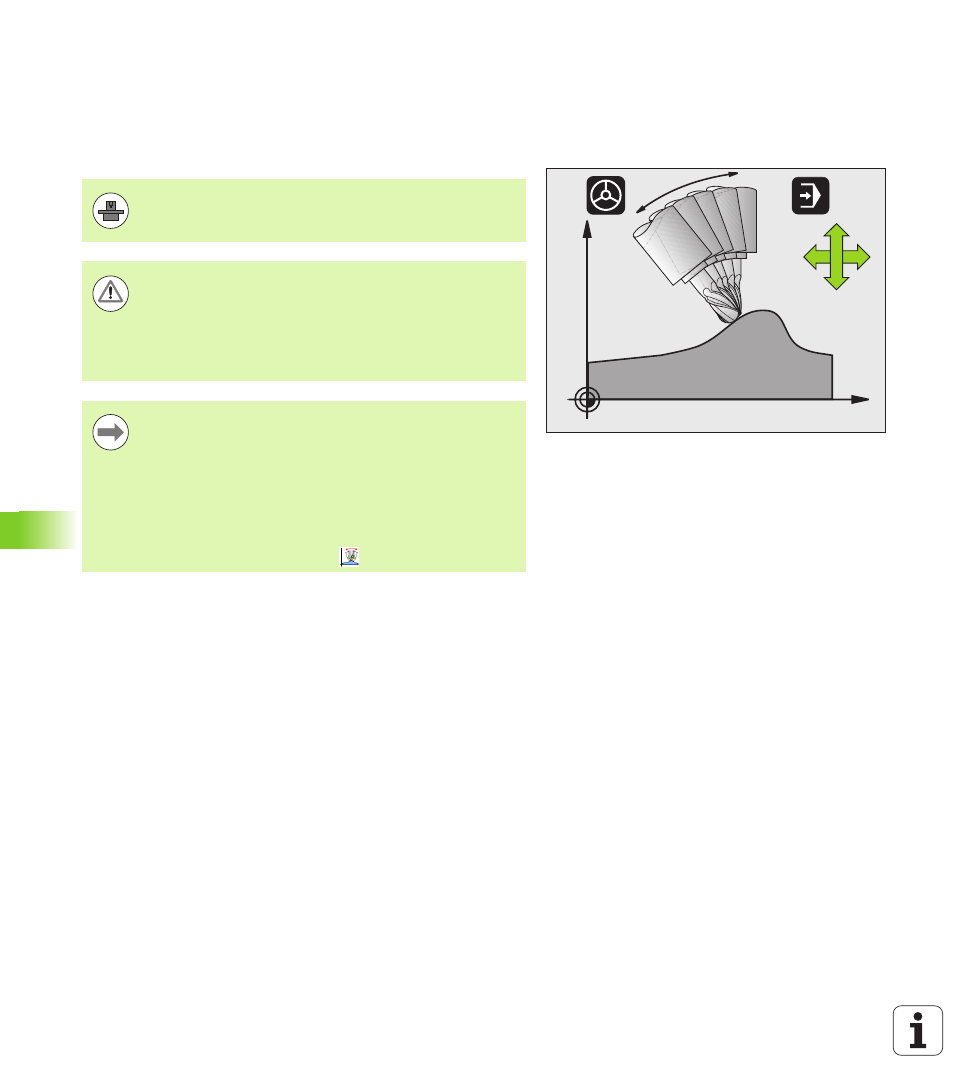
FUNCTION TCPM jest rozwiniętą wersją funkcji M128, przy pomocy
której można określić zachowanie TNC przy pozycjonowaniu osi
obrotu. W przeciwieństwie do M128 można w przypadku FUNCTION
TCPM samodzielnie definiować sposób działania różnych
funkcjonalności:
Sposób działania zaprogramowanego posuwu: F TCP / F CONT
Interpretacja zaprogramowanych w programie NC współrzędnych
osi obrotu: AXIS POS / AXIS SPAT
Rodzaj interpolacji pomiędzy pozycją startu i pozycją końcową:
PATHCTRL AXIS / PATHCTRL VECTOR
X
Z
B
Z
X
Geometria maszyny musi być określona przez producenta
maszyn w parametrach maszyny lub w tabelach
kinematyki.
Przy osiach nachylenia z połączeniem wieloząbkowym
Hirtha!
Proszą zmienić położenie osi nachylenia, po
przemieszczeniu narzędzia. W przeciwnym wypadku
mogą powstać uszkodzenia konturu wskutek wysunięcia z
uzębienia.
Przed pozycjonowaniemn z M91 lub M92 i przed TOOL
CALL: FUNCTION TCPM zresetować.
Dla unikania uszkodzeń konturu, można używać z
FUNCTION TCPM tylko freza kształtowego.
Długość narzędzia musi odnosić się do środka kulki freza
kształtowego.
Jeśli FUNCTION TCPM jest aktywna, to TNC pokazuje
we wskazaniu pozycji symbol
.