3 monitorowanie mocowadeł (opcja software dcm), Podstawy, Ami (patrz – HEIDENHAIN iTNC 530 (340 49x-05) Instrukcja Obsługi
Strona 378: Zji (patrz „monitorowanie mocowadeł (opcja, Software dcm)” na stronie 378)
378
Programowanie: funkcje specjalne
11
.3 Monitorowanie mocowade
ł (opcja sof
tware DCM)
11.3 Monitorowanie mocowadeł
(opcja software DCM)
Podstawy
Poprzez zarządzanie mocowadłami w trybie manualnym można
uplasować proste mocowadła w przestrzeni roboczej maszyny, aby
przeprowadzać monitorowanie kolizji pomiędzy narzędziem i
mocowadłami.
Dla umiejscowienia mocowadeł koniecznych jest kilka kroków
roboczych:
modelowanie szablonu mocowadeł
HEIDENHAIN udostępnia na własnej stronie internetowejr szablony
mocowadeł jak na przykład imadła lub szczęki mocujące w
bibliotece mocowadeł (patrz „Szablony mocowadeł” na stronie 379),
wygenerowanych za pomocą software dla PC (KinematicsDesign).
Producent maszyn może modelować dodatkowe szablony
mocowadeł i udostępniać je. Szablony mocowadeł posiadają
rozszerzenie pliku cft
Parametryzowanie mocowadeł: FixtureWizard
Przy pomocy FixtureWizard (fixture = angl.: zespół mocujący)
definiujemy dokładne wymiary mocowadła poprzez
parametryzowanie szablonu mocowadła. FixtureWizard dostępny
jest jako samoistne narzędzie dla PC ale także w obrębie
zarządzania mocowadłami TNC i generuje plasowalne mocowadło z
konkretnymi, zdefiniowanymi przez operatora wymiarami. (patrz
„Parametryzowanie mocowadeł: FixtureWizard” na stronie 380).
Plasowalne mocowadła posiadają rozszerzenie pliku cfx
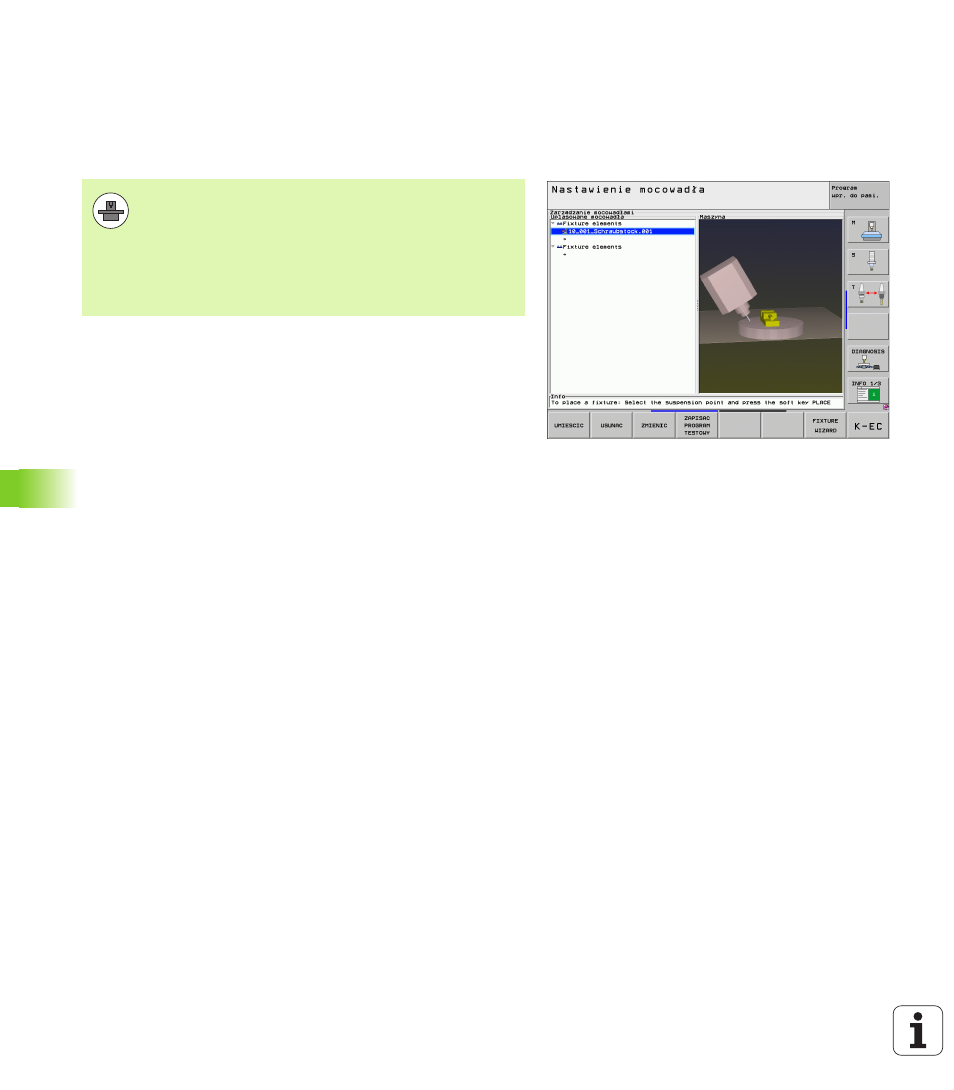
Plasowanie mocowadeł na maszynie
W interakcyjnym menu TNC prowadzi operatora przez właściwą
operację pomiaru. Operacja pomiaru składa się zasadniczo z
wykonywania różnych funkcji próbkowania na mocowadle i zapisu
zmiennych wielkości jak na przykład odstępu szczęk mocowadła
(patrz „Plasowanie mocowadeł na maszynie” na stronie 382)
Sprawdzenie pozycji zmierzonego mocowadła
Po umiejscowieniu mocowadła można zlecić TNC utworzenie
programu pomiarowego, dla sprawdzenia pozycji rzeczywistej
mocowadła i pozycji zadanej. TNC wydaje komunikat o błędach przy
zbyt dużych odchyleniach między pozycją zadaną i rzeczywistą
(patrz „Sprawdzenie pozycji zmierzonego mocowadła” na
Aby móc wykorzystywać monitorowanie mocowadeł,
producent maszyn musi zdefiniować dozwolone punkty
plasowania w opisie kinematyki. Proszę uwzględnić
informacje zawarte w podręczniku obsługi maszyny!
Maszyna musi dysponować przełączającym układem
pomiarowym 3D dla pomiaru przedmiotu, inaczej nie
można umiejscowić mocowadła na maszynie.