Frezowanie gwintu (cykl 262) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Instrukcja Obsługi
Strona 58
58
Cy
kle d
la wytwa
rzania
odwiertów
i
gwint
ó
w
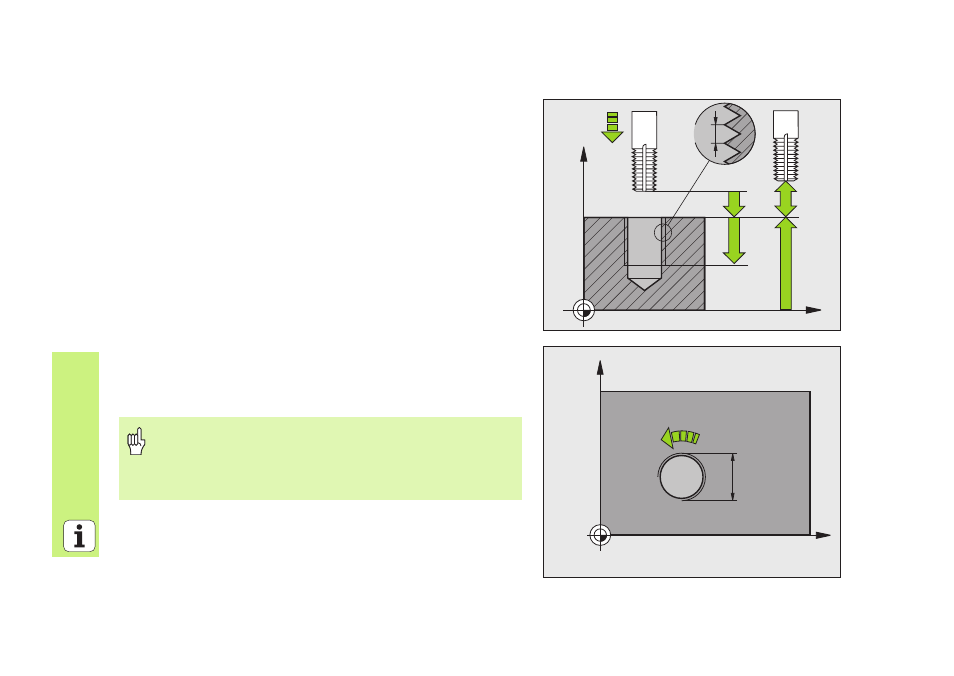
FREZOWANIE GWINTU (cykl 262)
pozycjonowanie wstępne na środku odwiertu z R0
CYCL DEF: cykl 262 FREZOWANIE GWINTU wybrać
Zadana średnica gwintu: Q335
Skok gwintu: Q239
znak liczby określa gwint prawo- i lewoskrętny:
gwint prawoskrętny: +
gwint lewoskrętny: -
Głębokość gwintu: odstęp pomiędzy powierzchnią obrabianego
przedmiotu i końcem gwintu: Q201
Liczba zwojów do przestawienia: Q355
Posuw pozycjonowania wstępnego: Q253
Rodzaj frezowania: Q351
frezowanie współbieżne: +1
frezowanie przeciwbieżne: -1
Odstęp bezpieczeństwa: Q200
Współ. powierzchni obrabianego przedmiotu: Q203
2. Odstęp bezpieczeństwa: Q204
Posuw frezowania: Q207
Proszę zwrócić uwagę, iż TNC wykonuje przed ruchem
dosuwowym przemieszczenie wyrównujące w osi narzędzia.
Rozmiar tego przemieszczenia wyrównującego zależne jest
od skoku gwintu. Zwrócić uwagę na dostatecznie dużo
miejsca w odwiercie!
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
X
Y
Q207
Q335