87 definiowanie obróbki – HEIDENHAIN iTNC 530 (340 49x-02) Pilot Instrukcja Obsługi
Strona 87
87
Definiowanie obróbki
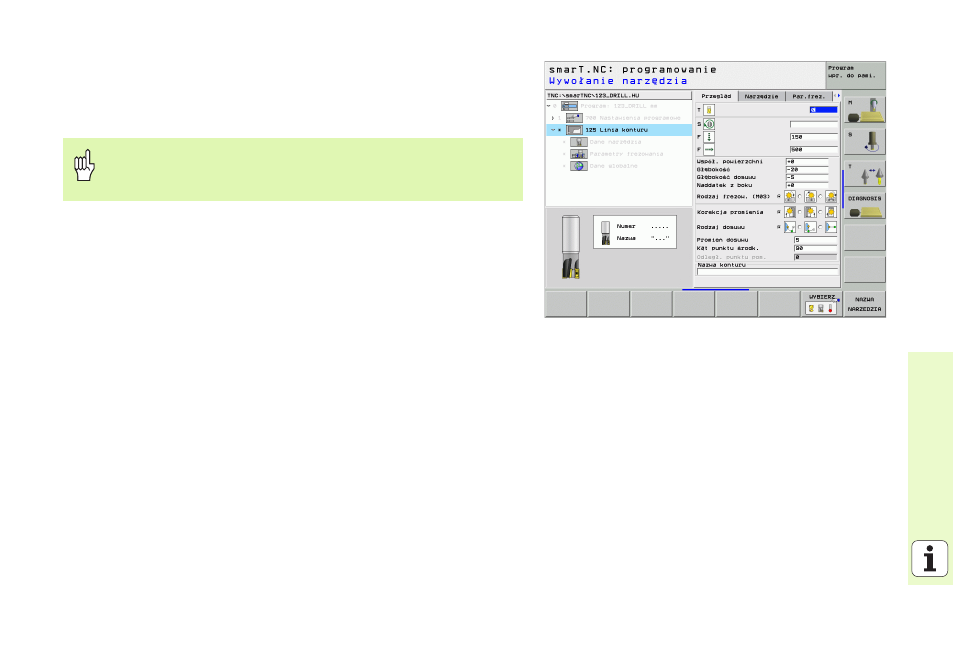
Unit 125 ci g konturu
Przy pomocy trajektorii konturu można dokonywać obróbki otwartych
lub zamkni tych konturów, zdefiniowanych w programie .HC lub
wytworzonych przy pomocy konwertera DXF.
Parametry w formularzu Przegl d:
8
T: numer lub nazwa narz dzia (przeł czalne poprzez softkey)
8
S: pr dkość obrotowa wrzeciona [obr/min] lub pr dkość skrawania
[m/min]
8
F: Posuw wejścia w materiał na gł bokość [mm/min], FU [mm/obr]
lub FZ [mm/z b]
8
F: Posuw frezowania [mm/min], FU [mm/obr] lub FZ [mm/z b]
8
Współrz dna powierzchni: Współrz dna powierzchni obrabianego
przedmiotu, do której odnosz si wprowadzone gł bokości
8
Gł bokość: Gł bokość frezowania
8
Gł bokość dosuwu: Wymiar, o jaki narz dzie zostaje każdorazowo
dosuni te.
8
Naddatek z boku: naddatek na obróbk wykańczaj c
8
Rodzaj frezowania: frezowanie współbieżne, frezowanie
przeciwbieżne lub obróbka ruchem wahadłowym
8
Korekcja promienia: obróbka konturu z korekcj z lewej strony, z
prawej strony lub bez korekcji
8
Rodzaj najazdu: tangencjalny najazd po łuku kołowym lub
tangencjalny najazd po prostej lub najazd prostopadle do konturu
Tak wybrać punkt startu i punkt końcowy konturu, aby
zapewnić dostatecznie dużo miejsca na przemieszczenia
dosuwu i odsuwu!