Przeł czenie f/fz/fu/fmax – HEIDENHAIN iTNC 530 (340 49x-02) Pilot Instrukcja Obsługi
Strona 36
36
Definiowanie obróbki
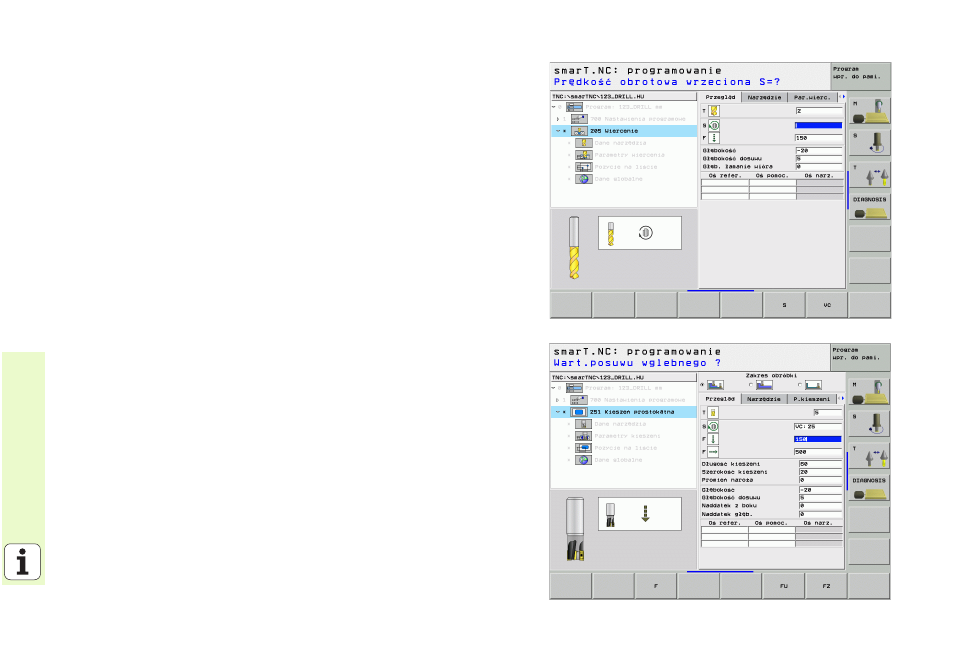
Przeł czenie pr dkości obrotowej/
pr dkości skrawania
Kiedy tylko pole wprowadzenia dla definiowania pr dkości obrotowej
wrzeciona b dzie aktywne, można wybierać, czy chcemy zapisywać
pr dkość obrotow w obr/min lub pr dkość skrawania w m/min [albo w
cale/min].
Dla zapisu pr dkości skrawania
8
Softkey VC nacisn ć: TNC przeł cza pole wprowadzenia
Dla przeł czenia z pr dkości skrawania na zapis pr dkości obrotowej
8
Nacisn ć klawisz NO ENT: TNC usuwa wpis pr dkości skrawania
8
Dla zapisu pr dkości obrotowej: klawiszem ze strzałk powrót do pola
wprowadzenia cursorn
Przeł czenie F/FZ/FU/FMAX
Kiedy tylko pole wprowadzenia dla definicji posuwu b dzie aktywne,
można wybierać czy chcemy zapisywać posuw w mm/min (F), w obr/
min (FU) lub w mm/z b (FZ). Jakie alternatywy dla posuwu s
dozwolone, zależy od danego zabiegu obróbkowego. W niektórych
polach zapisu dozwolone jest także wprowadzenie FMAX (bieg szybki).
Dla zapisu alternatywy posuwu
8
Nacisn ć softkey F, FZ, FU lub FMAX