HEIDENHAIN iTNC 530 (340 49x-01) smarT.NC Pilot Instrukcja Obsługi
Strona 76
76
Definiowanie obr
ó
bki
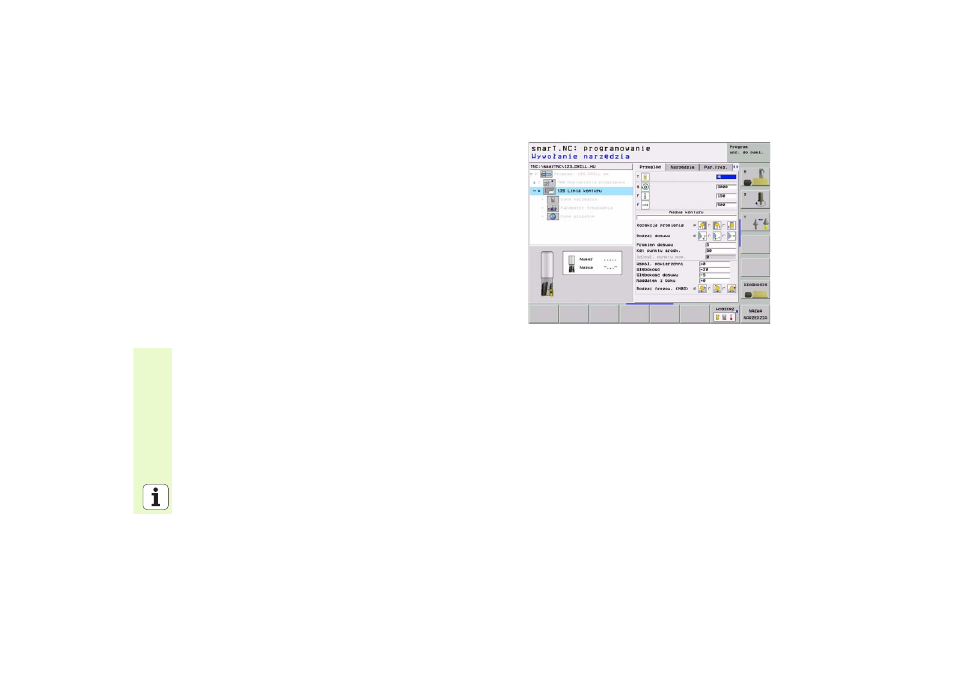
Blok 125 ci g konturu
Przy pomocy ci gu konturu można dokonywać obróbki otwartych lub
zamkni tych konturów, zdefiniowanych w programie .HC.
Parametry w formularzu Przegl d:
8
T: numer lub nazwa narz dzia (przeł czalne poprzez softkey)
8
S: pr dkość obrotowa wrzeciona
8
F: posuw dosuwu na gł bokość
8
F: Posuw frezowania
8
Nazwa konturu: Nazwa pliku konturu (.HC), który ma zostać
opracowywany
8
Korekcja promienia: obróbka konturu z korekcj z lewej strony, z
prawej strony lub bez korekcji
8
Rodzaj najazdu: tangencjalny najazd po łuku kołowym lub
tangencjalny najazd po prostej lub najazd prostopadle do konturu
8
Promień najazdu (działa tylko, jeśli wybrano tangencjalny najazd po
łuku kołowym): promień łuku wejściowego
8
K t punktu środkowego (działa tylko, jeśli wybrano tangencjalny
najazd po łuku kołowym): k t łuku wejściowego
8
Odległość punktu pomocniczego (działa tylko, jeśli wybrano
tangencjalny najazd po prostej lub prostopadły najazd): odległość
punktu pomocniczego, od którego zostaje najechany kontur
8
Gł bokość: Gł bokość frezowania
8
gł bokość dosuwu: Wymiar, o jaki narz dzie zostaje każdorazowo
dosuni te.
8
Naddatek z boku: naddatek na obróbk wykańczaj c
8
Rodzaj frezowania: frezowanie współbieżne, frezowanie
przeciwbieżne lub obróbka ruchem wahadłowym