HEIDENHAIN iTNC 530 (340 49x-01) smarT.NC Pilot Instrukcja Obsługi
Strona 73
73
Definiowanie obr
ó
bki
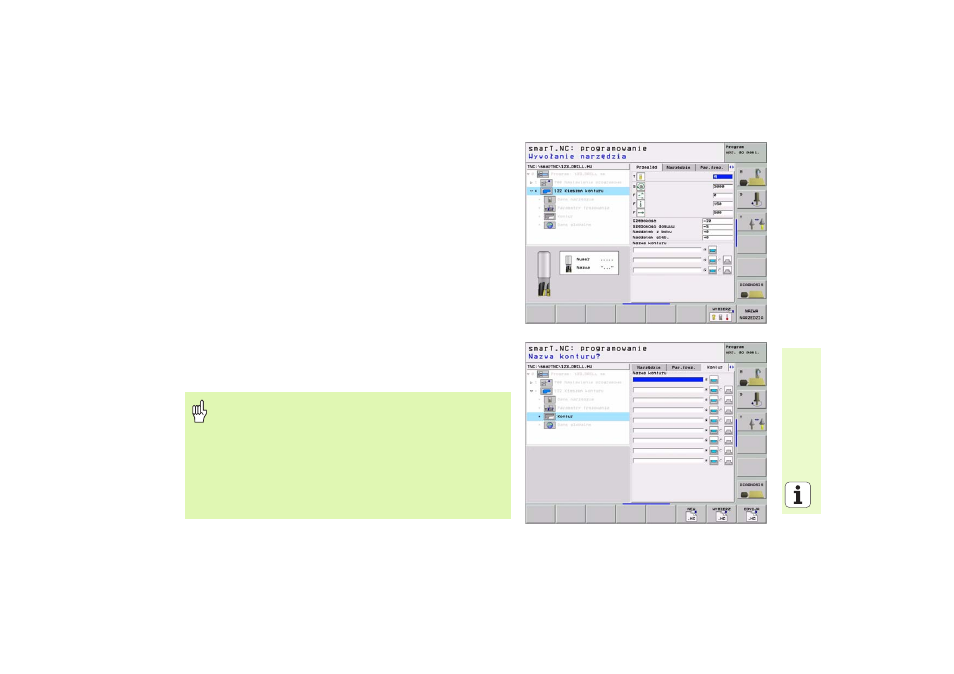
Blok 122 kieszeń konturu
Przy pomocy kieszeni konturu można skrawać dowolnie uformowane
kieszenie, nawet zawieraj ce wysepki.
Parametry w formularzu Przegl d:
8
T: numer lub nazwa narz dzia (przeł czalne poprzez softkey)
8
S: pr dkość obrotowa wrzeciona
8
F: posuw dosuwu na gł bokość
8
F: posuw dosuwu na gł bokość
8
F: Posuw frezowania
8
Gł bokość: Gł bokość frezowania
8
gł bokość dosuwu: Wymiar, o jaki narz dzie zostaje każdorazowo
dosuni te.
8
Naddatek z boku: naddatek na obróbk wykańczaj c z boku
8
Naddatek gł bokość: naddatek na obróbk wykańczaj c
gł bokości
8
Nazwa konturu: Lista podkonturów (.HC pliki), które maj zostać ze
sob poł czone
Określić poprzez softkey, czy dany podkontur jest
kieszeni czy też wysepk !
Lista podkonturów może zostać rozpocz ta tylko z
kieszeni!
Maksymalnie można w formularzu szczegółowym Kontur
definiować ł cznie do 9 podkonturów (patrz obrazek po
prawej stronie u dołu)!
Momentalnie możliwa tylko obróbka zgrubna! Cykle
obróbki wykańczaj cej zdefiniować i wywołać poprzez
blok z dialogiem tekstem otwartym.