Patrz, Określić zachowanie przy pozycjonowaniu funkcji, Plane” na stronie 362) – HEIDENHAIN TNC 320 (340 55x-05) Instrukcja Obsługi
Strona 362
362
Programowanie: obróbka wieloosiowa
11
.2 Funkcja PLANE: nachylenie p
łaszczyzny obróbki (opcja sof
tware 1)
Określić zachowanie przy pozycjonowaniu
funkcji PLANE
Przegląd
Niezależnie od tego, jakiej funkcji PLANE używamy dla zdefiniowania
nachylonej płaszczyzny obróbki, do dyspozycji znajdują się
następujące funkcje zachowania przy pozycjonowaniu:
Automatyczne wysuwanie
Wybór alternatywnych możliwości nachylenia
Wybór rodzaju transformacji
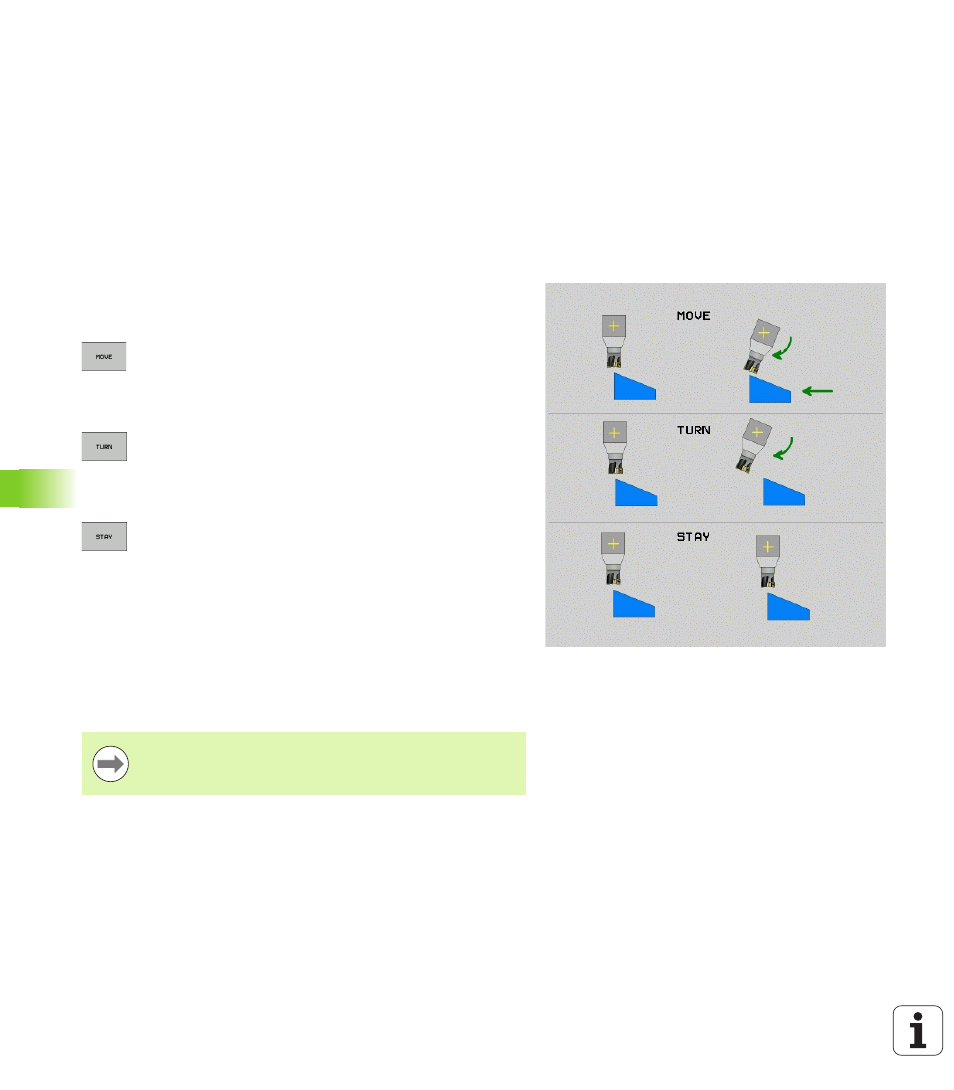
Automatyczne wysuwanie: MOVE/TURN/STAY (zapis konieczny)
Po wprowadzeniu wszystkich parametrów dla zdefiniowania
płaszczyzny, należy określić, jak mają zostać przesunięte osie obrotu
na obliczone wartości osiowe:
Funkcja PLANE ma przesunąć osie obrotu na
obliczone wartości osiowe, przy czym położenie
względne pomiędzy przedmiotem i narzędziem nie
zmienia się. TNC wykonuje przemieszczenie
wyrównujące w osiach linearnych
Funkcja PLANE ma przemieścić osie obrotu
automatycznie na obliczone wartości osiowe, przy
czym tylko osie obrotu zostają wypozycjonowane.
TNC nie wykonuje żadnego przemieszczenia
wyrównującego osi linearnych
Przesuwamy osie obrotu w następnym, oddzielnym
bloku pozycjonowania
Jeżeli wybrano opcję MOVE (PLANE-funkcja musi automatycznie
włączyć się z ruchem wyrównawczym), należy zdefiniować jeszcze
dwa poniżej wyjaśnione parametry odstęp punktu obrotu od
wierzchołka Narz i posuw? F=. Jeżeli wybrano opcję TURN (PLANE-
funkcja powinna automatycznie włączyć się bez ruchu
wyrównawczego), to należy zdefiniować poniżej objaśniony parametr
posuw? F=. Alternatywnie do definiowanego bezpośrednio przy
pomocy wartości liczbowych posuwu F, można wykonać ruch
przemieszczenia także z FMAX (bieg szybki) lub FAUTO (posuw z
TOOL CALLT-wiersza).
Jeśli używana jest funkcja PLANE AXIAL w połączeniu z
STAY, to należy należy przemieścić osie obrotu w
oddzielnym wierszu pozycjonowania po funkcji PLANE.