3 dosuni ęcie narz ędzia do konturu i odsuni ęcie – HEIDENHAIN TNC 320 (340 55x-05) Instrukcja Obsługi
Strona 170
170
Programowanie: programowanie konturów
6.3 Dosuni
ęcie narz
ędzia do konturu i odsuni
ęcie
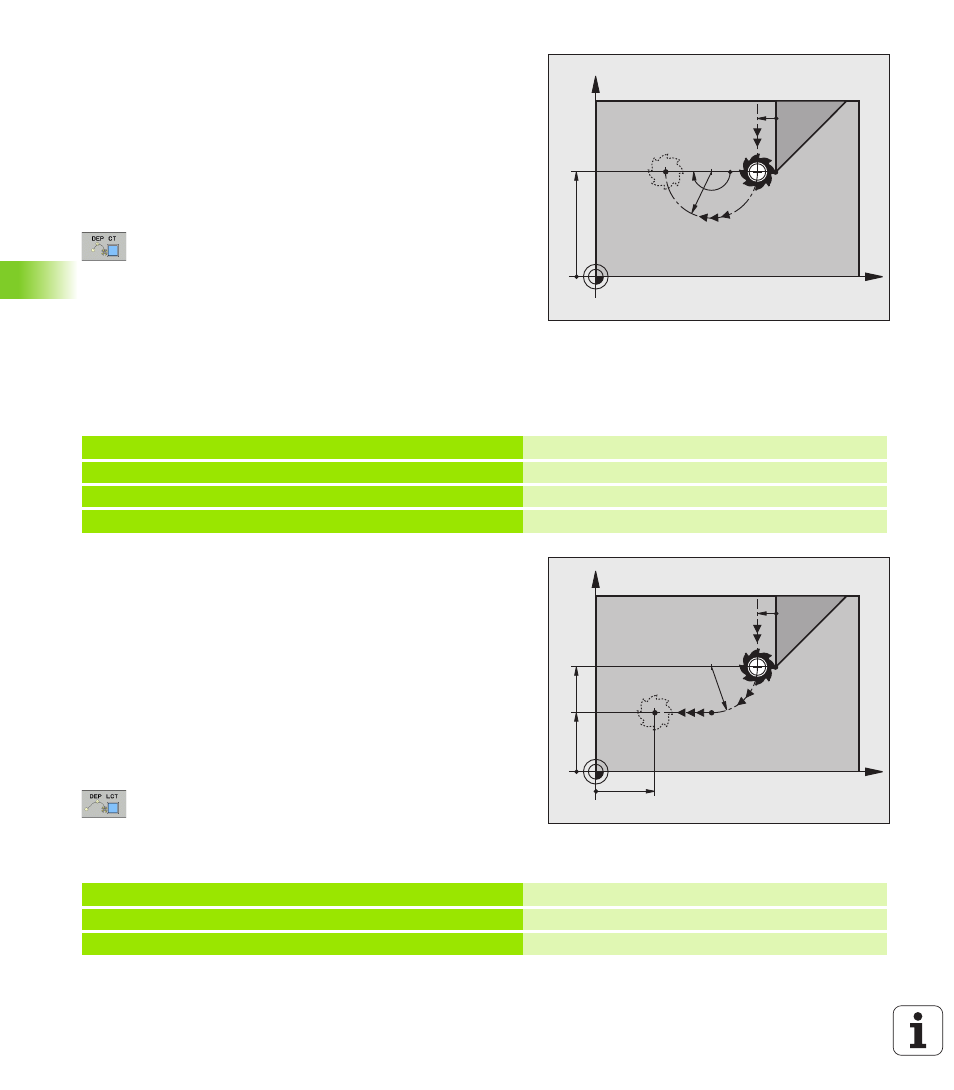
Odsunąć narzędzie po torze kołowym z
tangencjalnym przejściem: DEP CT
TNC przemieszcza narzędzie po łuku kołowym od ostatniego punktu
konturu P
E
do punktu końcowego P
N
. Tor kołowy przylega
tangencjalnie do ostatniego elementu konturu.
Zaprogramować ostatni element konturu z punktem końcowym P
E
i
korekcją promienia
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP CT:
Kąt środkowy CCA toru kołowego
Promień R toru kołowego
Narzędzie ma odsunąć się od obrabianego
przedmiotu z tej strony, która została określona
poprzez korekcję promienia:R wprowadzić z
wartością dodatnią
Narzędzie ma być odsunięte od przeciwległej
strony przedmiotu, określonej poprzez korekcję
promienia: R zapisać z wartością ujemną
NC-wiersze przykładowe
Odsunięcie narzędzia na torze kołowym z
przyleganiem stycznym do konturu i odcinkiem
prostej: DEP LCT
TNC przemieszcza narzędzie po torze kołowym od ostatniego punktu
konturu P
E
do punktu pomocniczego P
H
. Stamtąd przemieszcza się
po prostej do punktu końcowego P
N
. Ostatni element konturu i prosta
od P
H
– P
N
mają styczne przejścia z torem kołowym. Tym samym
określony jest tor kołowy przez promień R jednoznacznie.
Zaprogramować ostatni element konturu z punktem końcowym P
E
i
korekcją promienia
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LCT:
Wprowadzić współrzędne punktu końcowego P
N
Promień R toru kołowego. R wprowadzić o wartości
dodatniej
NC-wiersze przykładowe
X
Y
20
P
N
R0
P
E
RR
R8 180°
RR
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcją promienia
24 DEP CT CCA 180 R+8 F100
Kąt punktu środkowego=180°
Promień toru kołowego=8 mm
25 L Z+100 FMAX M2
Z przesunąć swobodnie, odskok, koniec programu
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R8
P
H
R0
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcją promienia
24 DEP LCT X+10 Y+12 R+8 F100
Współrzędne P
N
, promień toru kołowego=8 mm
25 L Z+100 FMAX M2
Z przesunąć swobodnie, odskok, koniec programu