Frezowanie prostej, I – 6 pr ogramowanie positip 880 – HEIDENHAIN PT 880 Instrukcja Obsługi
Strona 65
POSITIP 880
65
I – 6 Pr
ogramowanie POSITIP 880
Frezowanie prostej
W trybie pracy PROGRAMOWANIE można wykorzystywać POSITIP
880 dla frezowania prostej.
Prosta jest zdefiniowana poprzez punkt startu i jej punkt końcowy.
Dla programowania prostej istniej dwie możliwości:
Przy pomocy czterech współrz dnych (X1, Y1) (X2, Y2)
Przy pomocy trzech wyżej podanych współrz dnych (X1, Y1) lub
(X2, Y2) i k ta
Prosz uwzgl dnić przy wyborze zawarte na rysunku technicznym
dane.
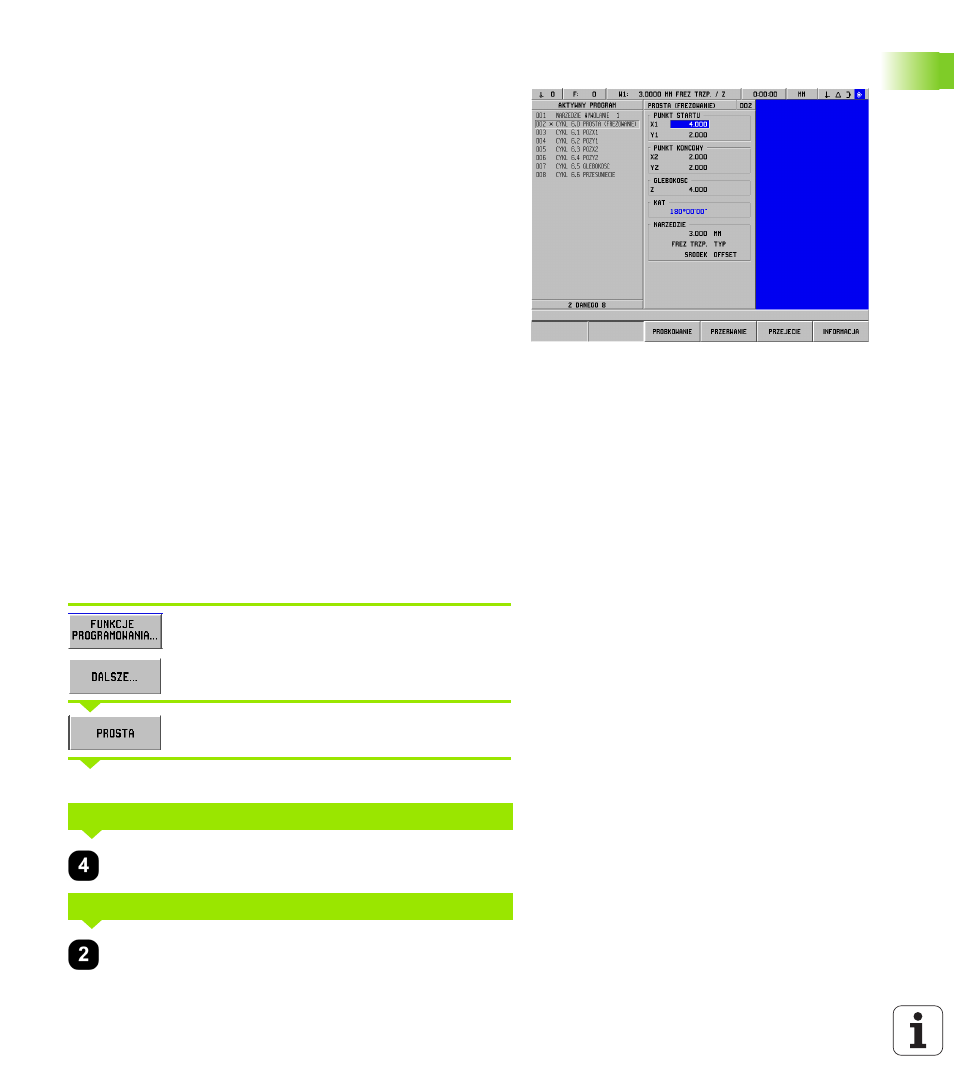
Operator wybiera cykl PROSTA poprzez softkey i zapisuje
konieczne dane. Patrz rys. I.49. Dane te mog z reguły zostać bez
problemu zaczerpni te z rysunku technicznego obrabianego
przedmiotu.
POSITIP 880 oblicza odcinki przemieszczenia narz dzia i służy
pomoc przy pozycjonowaniu za pomoc graficznego wspomagania
pozycjonowania.
Przykład: Wprowadzić prost i frezować
Punkt startu X1: 4 mm
Punkt startu Y1: 2 mm
Punkt końcowy X2: 2 mm
Punkt końcowy Y2: 2 mm
Gł bokość: Z = 4,00
Przesuni cie narz dzia: środek
1. krok: Zapis prostej
Tryb pracy: PROGRAMOWANIE
Softkey FUNKCJE PROGRAMOWANIA nacisn ć,
a nast pnie softkey DALSZE.
Softkey PROSTA nacisn ć.
Zapisać dane
Zapisać punkt startu X i z ENT potwierdzić.
Zapisać punkt Y i z ENT potwierdzić.
rys. I.49 Maska wprowadzenia PROSTA
(FREZOWANIE)
PUNKT STARTU X1
PUNKT STARTU Y1